Ручка для напильника своими руками, технология изготовления
Многих домашних мастеров время от времени интересует вопрос, как своими руками сделать для используемого напильника красивую и удобную ручку деревянную. В первую очередь стоит отметить, что за основу лучше взять такие породы дерева, как узорчатый орех, а также подойдет сувельяселенистый клен. Это достаточно прочные материалы, которые отличаются привлекательной текстурой, высокими показателями прочности, еще они оптимально контрастируют.
Ручка для напильника
Кроме грамотно подобранного дерева, потребуется подготовить такие материалы, как пластик и латунь. Для соединения деталей лучше использовать специальный эпоксидный клей. Сам напильник готовить не нужно, так как работы проводятся с уже используемым в работе инструментом. При решении такого вопроса, как сделать ручку из дерева, напильник может потребоваться только при заключительных работах.
Подготовительные процессы
Если подготовленные заготовки выполнены из ореха или клена, то ручка из дерева для них выпиливается при помощи ножовки.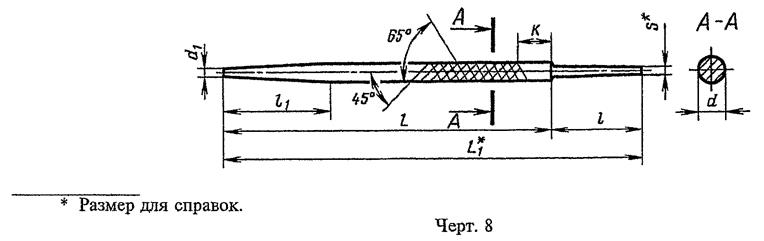
Важно! В процессе пиления важно подобрать правильный угол по отношению к волокнам дерева. Это поможет получить на срезе красивую текстуру.
Все полученные заготовки тщательно шлифуются на специальной шлифовальной сетке или при помощи использования наждачной бумаги. При осуществлении данного процесса особое внимание стоит уделить тщательной подгонке двух выполненных из дерева заготовок относительно друг друга. Это не деревянная лопата, где ручка выполняется из одного цельного элемента. Они должны очень ровно прилегать друг ко другу, не образуя никаких зазоров. Если края немного неплотно соединены, это не страшно, так как при последующей обработке все можно срезать.
Чертеж ручки для напильника.
После этого берется клинок с предварительно надетым на него больстером, накладывается хвостовик на заготовки из дерева и все обводится карандашом.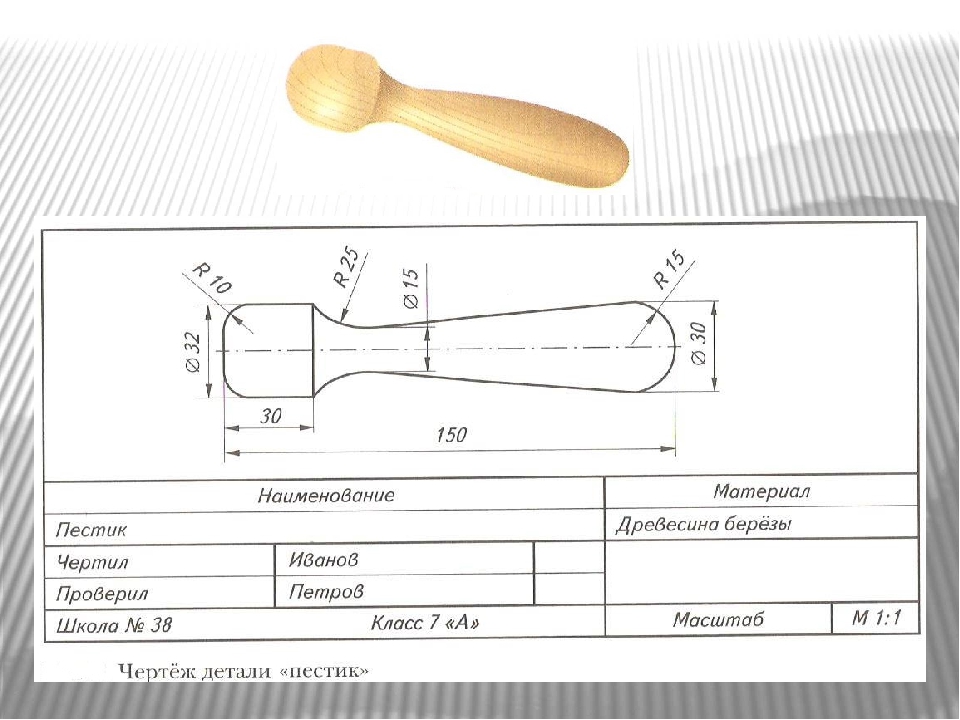 Потом при помощи обычного угольника разметка переносится на торцы уже готовых деталей, получается готовая ручка для напильника деревянная или кран для бани.
Потом при помощи обычного угольника разметка переносится на торцы уже готовых деталей, получается готовая ручка для напильника деревянная или кран для бани.
Как только отверстие для хвостовика полностью размечено, можно начать процесс сверления. Для этого предварительно придется измерить толщину хвостовика и подобрать сверло точно такого же диаметра. При осуществлении работ в домашних условиях процесс сверления лучше проводить при помощи электродрели, предварительно зажав подготовленные заготовки в специальных тисках. Благодаря данным действиям можно получить два параллельно расположенных отверстия, между которыми образуется тонкая перегородка.
Убрать ее можно посредством напильника или специального инструмента – надфиля, который При осуществлении данного процесса потребуется тщательно проверять степень соотношения осей. Для этой цели несколько раз нужно будет надеть заготовки на хвостовик и протачиванием их с нужных сторон.
Сборка конструкции
Последующим действием является подготовка пакета всех необходимых деталей.
Последовательность их должна быть следующая:
- Напильник;
- Сувель;
- Латунь;
- Дерево.
При сборке подобной конструкции важно не забывать о том, чтобы в каждом соединении были уложены специальные выполненные из пластика прокладки, это же касается и такого устройства, как кран для бани.
Важно! Все детали рукоятки должны очень плотно и без зазоров прилегать друг к другу. Это важно, так как оказывает влияние на общее качество производимого склеивания и на будущую эстетическую привлекательность полученного изделия.
Напильник.
Клеевые работы
В процессе склеивания основных конструкционных элементов рекомендуется использовать свой эпоксидный клей. Смешивание его осуществляется на основании инструкции, а для придания привлекательного цветового оттенка составу, в клей можно добавить небольшое количество черного тонера, который используется для обычных картриджей. Есть несколько правил по склеиванию будущей конструкции:
Все необходимые для склеивания детали требуется подготовить заранее, так как приготовленным клеем можно будет работать не более часа.

Каждая деталь предварительно должна быть тщательно обезжирена. Для этой цели можно протереть ее этиловым спиртом.
В процессе промазывания заготовок клеем важно следить за тем, чтобы хорошо проник в отверстие заготовки, выполненной из дерева.
После обработки деталей клеевым составом набор прочно зажимается в предварительно подготовленных тисках и находится там до полного высыхания клея. Как правило, на это уходят сутки, а об окончании процесса высыхания можно судить по затвердевшим каплям клея. Если это кран для бани, времени нужно больше. После этого все плоскости тщательно выравниваются при помощи напильника.
Заключительные действия
Склеенную рукоятку требуется тщательно обточить, чтобы придать ей необходимую форму и аккуратный внешний вид. Это достаточно ответственный и длительный процесс, требующий терпения и усидчивости. Для этой цели можно использовать ножовку по дереву, если форма максимально приближена к правильной или ножовку по металлу, если слой материалов, предназначенных для стирания достаточно большой.
Окончательна форма придается при помощи напильника или простой наждачной бумаги. Готовую рукоятку напильника несколько раз пропитывают чистым маслом на минеральной основе и потом изделие покрывается слоем воска карнаубы. Обработка данным составом необходима по той причине, чтобы защитить мастера от получения ран в виде заноз, например, если это кран для бани.
Данная технология является универсальной, ее можно применять, если требуется деревянная лопата, держатель для кувалды или иное изделие с деревянной рукояткой. Ручка из дерева, выполненная своими руками может быть выполнена максимально быстро и просто, если следовать представленной вниманию инструкции и советам по выполнению. В результате получается изделие, благодаря которому работать с напильником будет удобно и очень комфортно, можно будет выполнить какие угодные изделия из разных пород дерева — ручку для кувалды или кран для бани.
Видео: технология изготовления ручки для напильника
 youtube.com/embed/9VGB-7nE-pk?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=1&rel=1&showinfo=1&fs=1&playsinline=0&controls=2&color=red&autohide=2&theme=dark&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
youtube.com/embed/9VGB-7nE-pk?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=1&rel=1&showinfo=1&fs=1&playsinline=0&controls=2&color=red&autohide=2&theme=dark&” title=”YouTube player” allow=”autoplay; encrypted-media” allowfullscreen=”” data-no-lazy=”1″ data-skipgform_ajax_framebjll=””/>
Как делать крепкие ручки для напильников своими руками
Деревянные ручки напильников имеют свойство усыхать и растрескиваться, поэтому иногда их приходится менять. Зачастую новые рукоятки служат не лучшим образом, так как делаются на скорую руку из недосушенной древесины. Поскольку хвостовики напильников в них забиваются, то сильно расщепляют волокна, что вызывает трещины. Рассмотрим несколько советов, которые помогут сделать ручки более крепкими и стойкими.Материалы:
- черенок для тяпки;
- пластиковая бутылка;
- столярный клей;
- опилки.

Изготовление ручки
Отличной материалом для изготовления ручек является черенок от тяпки или лопаты. Он сухой, стоит дешево, а его длины достаточно для сборки рукояток для десятка напильников. Черенки, особенно для тяпок, имеют гладкую поверхность и оптимальную толщину, благодаря чему хорошо ложатся в руку.
Чтобы рукоятка не разбивалась при работе и не растрескивалась, для нее потребуется колпачок в виде кольца. В его качестве можно использовать горлышко от пластиковой бутылки. Оно спиливается ножовкой по металлу.
Обрезок черенка толще горлышка бутылки, поэтому рукоятку нужно застрогать и отшлифовать. Если есть токарный станок, то это можно сделать за минуту.
Уменьшив диаметр заготовки на длину горлышка, оно набивается сверху. Колпачок должен входить туго, тогда он точно не слетит. Желательно перед насаживанием смазать черенок столярным клеем. Выступивший клей можно стереть опилками.
Полученную заготовку нужно прошлифовать на торцах, сделав гладкой.
 Если черенок ложится в ладонь плохо, то его можно немного сточить на меньший диаметр.
Если черенок ложится в ладонь плохо, то его можно немного сточить на меньший диаметр.Далее в заготовке рассверливается отверстие для установки полотна. Для этого используется сверло немного тоньше диаметра хвостовика напильника.
Поскольку хвостовик заострен, то дно отверстия не будет заполнено полностью. Поэтому в него нужно насыпать опилок и залить их сверху столярным клеем.
Пока клей не впитался в опилки нужно набить рукоятку на напильник. Запрессованная масса сжимается внизу отверстия, поэтому не мешает.
Когда она застывает, то предотвратит расшатывание полотна. Непосредственный распор дерева хвостовиком при набивании произойдет только в месте обжатия колпачком, поэтому рукоятка не треснет.
Если пропитать ручку маслом, то она перестанет поглощать влагу, что предотвратит появление трещин. Собранный напильник таким способом не выпадет из рукоятки даже через десятилетия.
Смотрите видео
 com/embed/bPeK2KHb6XA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
com/embed/bPeK2KHb6XA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Простые и Надежные Ручки для Напильников [Инструкция]
1932 Просмотры 0ЭкономияSavedRemoved 0
Читайте также: Как сделать заклепку из гвоздя? | Самый дешевый способ вернуть к жизни сломанный нож ?Разбирая в гараже, обнаружил большое количество старых напильников. Восстановив их при помощи лимонной кислоты, столкнулся с небольшим затруднением. Где взять столько рукоятей для инструмента и как сделать надёжную ручку для напильника?
Решение было найдено, о чем и хочу с Вами поделиться.
Суть вопроса
Теперь всё правильно – можно пользоваться
Как и из чего сделать ручку для напильника – это не вопрос – всегда есть обрезки деревянного бруска или черенок от старой швабры. Главное затруднение заключается в том, где найти обжимные кольца на рукоять, без которой последняя долго не живёт – если не треснет при насаживании напильника, то обязательно сломается чуть позже.
Для этой цели используют тонкостенные металлические трубки, но у меня их в наличии не оказалось. Зато на глаза попались пустые пластмассовые бутылки. Сразу сформировалась идея – использовать в качестве прижимных колец их горлышки.
Читайте также: Как восстановить биту для шуруповерта: простой способПошаговая инструкция
Черенок, напильник и бутылка
Для работ понадобится:
- черенок от швабры – он достаточно тонкий, а потому удобно ложится в руку
- пластмассовые бутылки с узким горлышком – будущие кольца
- универсальный клей – можно по дереву, а можно и без него
Из инструмента:
Шаг №1 – делаем обжимные кольца
Отпиливаем горлышко от бутылки
1Фиксируем бутылку в тисках.
2Ножовкой по металлу отрезаем верхнюю часть горлышка от бутылки. Материал очень прочный, а потому ручка будет надёжно защищена от образования в неё трещин.
Шаг №2 – подготавливаем деревянную ручку
Подготовка рукояти
1Отпиленное горлышко прикладываем к торцу деревянной заготовки и делаем разметку нужного диаметра.
Ножом стёсываем конец деревянной заготовки по очерченной разметке – нужно для контроля в следующем действии.
3Наждаком выбираем в деревянной заготовке посадочное место для обжимного кольца – чтобы не сточить лишнего, ориентируемся по стёсанному концу. Затачивать нужно немного конусом.
4Если нет наждака, то можно сделать неглубокие пропилы на конце деревянной заготовки, на расстояние ширины посадочного кольца. Затем с торца ножом или стамеской выбрать лишнее и зачистить напильником.
Шаг №3 – посадка обжимного кольца на рукоять
Обжимное кольцо на месте
После примерок, присаживаем кольцо на деревянную ручку.
1Посадочное место обрабатываем клеем.
2Наживляем кольцо на ручку.
3Загоняем кольцо на посадочное место.
Кольцо должно с усилием заходить на рукоять, однако если оно осадилось легко, то ничего страшного. Клей придает дополнительную фиксация, и, кроме того, когда будет устанавливаться напильник, он несколько расклинит конструкцию.
Шаг №4 – устанавливаем ручку на напильник
Наживляем напильник
1Сверлим отверстие в торце ручки – диаметр должен соответствовать размерам кончика хвостовика напильника.
2Для надёжности фиксации инструмента, в отверстие наливаем клей – не обязательно.
3Наживляем ручку на напильник.
Почти готово.
Шаг №5 – окончательная фиксация инструмента
Только так и никак больше
1Многие это действие делают неправильно, — одни фиксируют напильники, ударяя по рабочему полотну сверху молотком; другие, держась за рукоять, загоняют ударом по столу. В первом случае портится инструмент – откалывается металл, а во втором – наносят себе серьёзную травму: при ударе напильник может выскользнуть из рукояти и удар рукой приходится на острую часть хвостовика.
2Правильно это делается так, как показано на рисунке выше: а) и б) – посадка напильника, в) – снятие рукояти.
ВИДЕО: Простые и надежные ручки для напильников
10 Total Score
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Помогла ли Вам наша статья?
10
Оценки покупателей: Будьте первым!деревянные и пластиковые для надфиля. Как сделать своими руками из трубы? Как насадить?
Ручка для напильника – важная составляющая, влияющая на удобство использования инструмента, его функциональность. Деревянные и пластиковые модели для надфиля считаются традиционными, но встречаются и обрезиненные варианты, а также изготовленные из других материалов. О том, как можно своими руками сделать и насадить ручку для напильника из трубы, старой отвертки, будет полезно узнать каждому начинающему мастеру.
Материалы изготовления
Ручка для напильника или для надфиля должна соответствовать определенным параметрам. Для нее важны прочность и твердость, устойчивость к механическому истиранию и нагрузкам. Всеми этими качествами в полной мере обладают изделия из нескольких материалов.
Для нее важны прочность и твердость, устойчивость к механическому истиранию и нагрузкам. Всеми этими качествами в полной мере обладают изделия из нескольких материалов.- Из дерева. Это самый распространенный вариант рукояток, изготавливаемый из материала твердых пород. Деревянная ручка долговечна, ее можно доработать под заданные параметры. Обычно в качестве основного сырья выступает береза, но может использоваться клен, орех, облепиха, липа или ясень.
- Из пластика. Пластмассовая рукоятка отличается уязвимостью к эксплуатации при пониженных и повышенных атмосферных температурах. Она отливается с ребристой поверхностью, улучшающей контакт ладони с полимерной основой. Пластиковые рукоятки характерны для легких напильников.
- Из композитных материалов. Чаще всего используется вариант, в котором пластиковая основа сочетается с обрезиненной поверхностью, улучшающей хват, снижающей скольжение инструмента в ладони. Это оптимальный вариант для напильников малых и средних размеров, а также для больших с плоским типом рабочей поверхности. Композитная рукоятка обеспечивает удобство при работе в любых условиях эксплуатации.
 Это оптимальный вариант для напильников малых и средних размеров, а также для больших с плоским типом рабочей поверхности. Композитная рукоятка обеспечивает удобство при работе в любых условиях эксплуатации.
Это оптимальный вариант для напильников малых и средних размеров, а также для больших с плоским типом рабочей поверхности. Композитная рукоятка обеспечивает удобство при работе в любых условиях эксплуатации.При самостоятельном изготовлении ручки для напильника используются и более экзотичные материалы. Например, отрезки металлической трубы, свинцовые бруски, прессованные бумажные отходы.
Выбирая нестандартные решения, стоит учесть их прочность и функциональность. Далеко не все кустарные ручки получаются удобными и долговечными.
Виды и размеры
Существует несколько разновидностей ручек для напильников.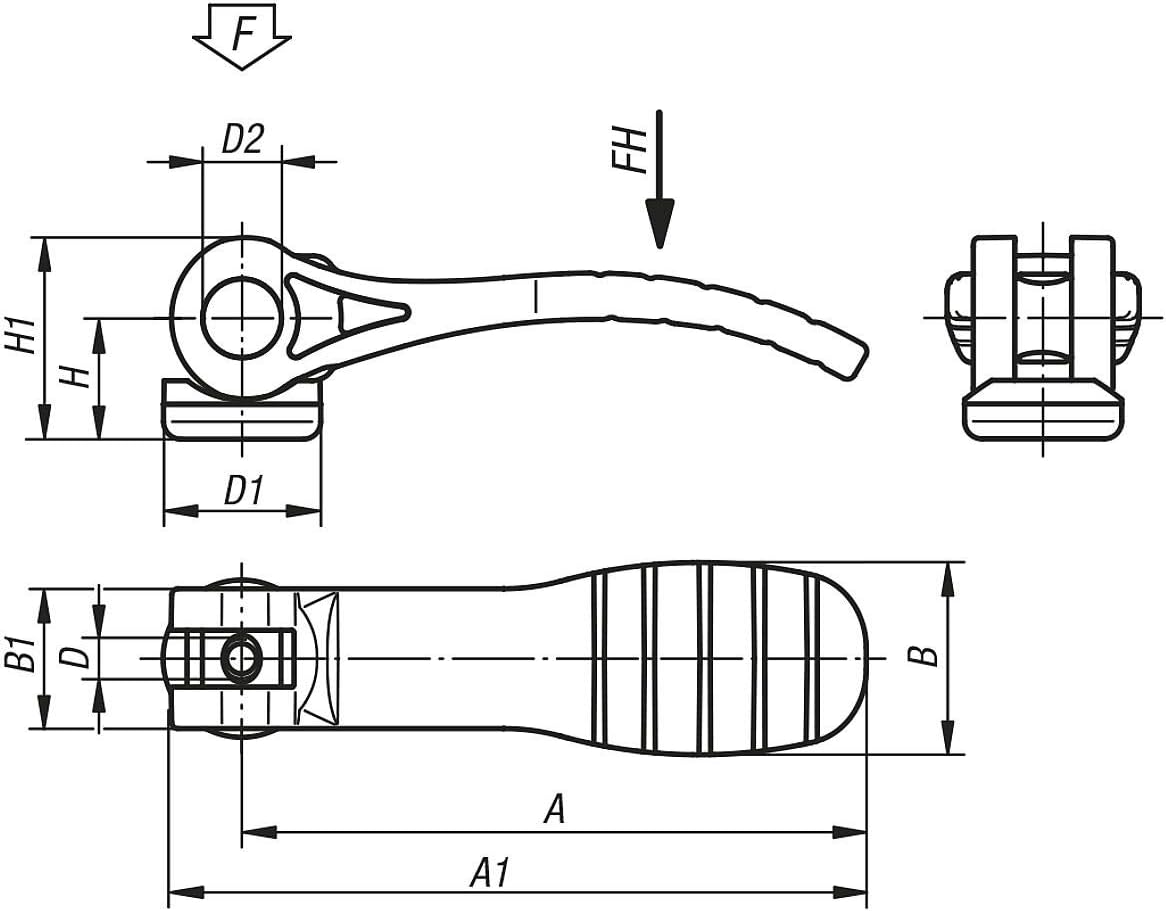 Чаще всего они изготавливаются в виде простых цилиндров, со скругленным завершением с одной стороны и с цанговым зажимом с другой. Для тонких и легких надфилей заточного типа используют более эргономичные грушевидные рукоятки, сужающиеся к рабочей части инструмента. Плоские варианты применяют с остроносыми и тупоносыми инструментами такой же формы.
Чаще всего они изготавливаются в виде простых цилиндров, со скругленным завершением с одной стороны и с цанговым зажимом с другой. Для тонких и легких надфилей заточного типа используют более эргономичные грушевидные рукоятки, сужающиеся к рабочей части инструмента. Плоские варианты применяют с остроносыми и тупоносыми инструментами такой же формы.
Стандартные размерные параметры ручки подбираются индивидуально, с учетом ширины ладони мастера. Важно, чтобы длина этого элемента составляла не менее 1/4 части от рабочего полотна. Иначе держать инструмент будет попросту неудобно. Обычная длина составляет от 80 до 160 мм, встречаются варианты в 200 мм в сочетании с особенно крупноформатным напильником.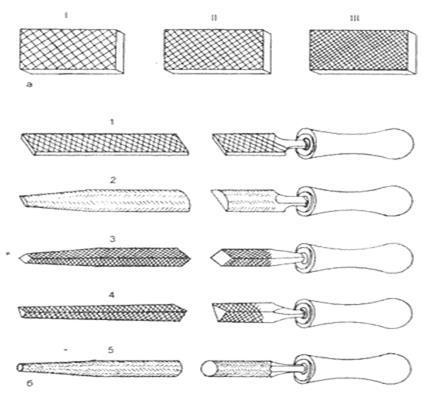
Кроме того, выпускаются универсальные быстросъемные варианты с коническим типом хвостовика. Они легко адаптируются под нужный размер.
Как сделать своими руками?
Самодельные ручки для напильников часто не требуют создания даже примитивного чертежа.
Из старой отвертки
Такие варианты чаще всего можно встретить в наборах, где миниатюрные вставки с разной шириной и типом жала помещаются в более крупную по размерам рукоятку. Со временем грани основы стираются, контактные способности аксессуара ухудшаются, но он вполне может послужить при насадке других инструментов.
Для адаптации к новому основанию нужно лишь залить полость ручки горячим термоклеем, одновременно прогрев хвостовик напильника при помощи строительного фена.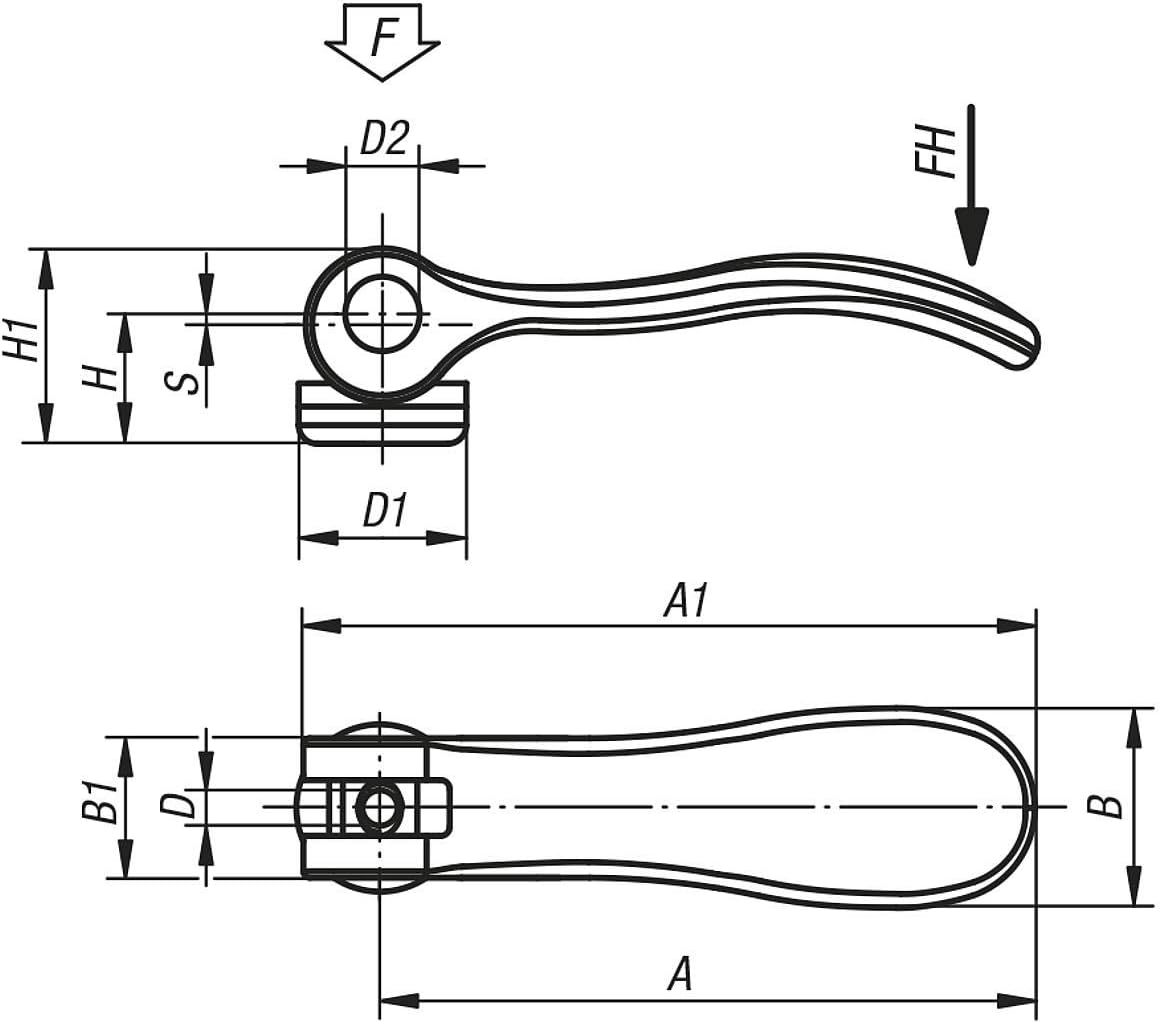
После этого останется совместить детали, дождаться, пока схватится термоклей. При необходимости его можно добавить прямо в процессе насаживания напильника.
Из пластиковой бутылки и черенка от швабры
Для изготовления простой рукоятки для напильника из подручных материалов необходимо взять отрезок черенка длиной 80-160 мм, пластиковые бутылки с узкой горловиной, столярный или универсальный клей. Порядок работы включает несколько пунктов.
- Изготовление кольца. Горлышко бутылки фиксируется тисками, отпиливается ножовкой в верхней части. Полученный элемент выполнит роль обжимного кольца.
- Подготовка черенка. Он отрезается по заданной длине, примеряется к обжимному кольцу. С поверхности снимается часть древесины – для более плотной посадки пластиковой детали, затем она затачивается наждаком так, чтобы приобрести немного конусообразную форму.
- Посадка обжимного кольца на рукоять. Она производится при помощи клея. Важно, чтобы кольцо и без дополнительных фиксаторов садилось достаточно плотно.
- Установка ручки на напильник. В торце вспомогательного элемента высверливается отверстие под диаметр хвостовика инструмента. Внутрь перед насадкой можно залить немного клея. После этого ручка легко сядет на напильник.
 С поверхности снимается часть древесины – для более плотной посадки пластиковой детали, затем она затачивается наждаком так, чтобы приобрести немного конусообразную форму.
С поверхности снимается часть древесины – для более плотной посадки пластиковой детали, затем она затачивается наждаком так, чтобы приобрести немного конусообразную форму.Это простое решение, подходящее для большинства типов напильников: от миниатюрных надфилей до крупноформатных моделей.
Из трубы
Когда под рукой нет деревянного бруска или других более привычных материалов, можно использовать даже обрезок пластиковой трубы.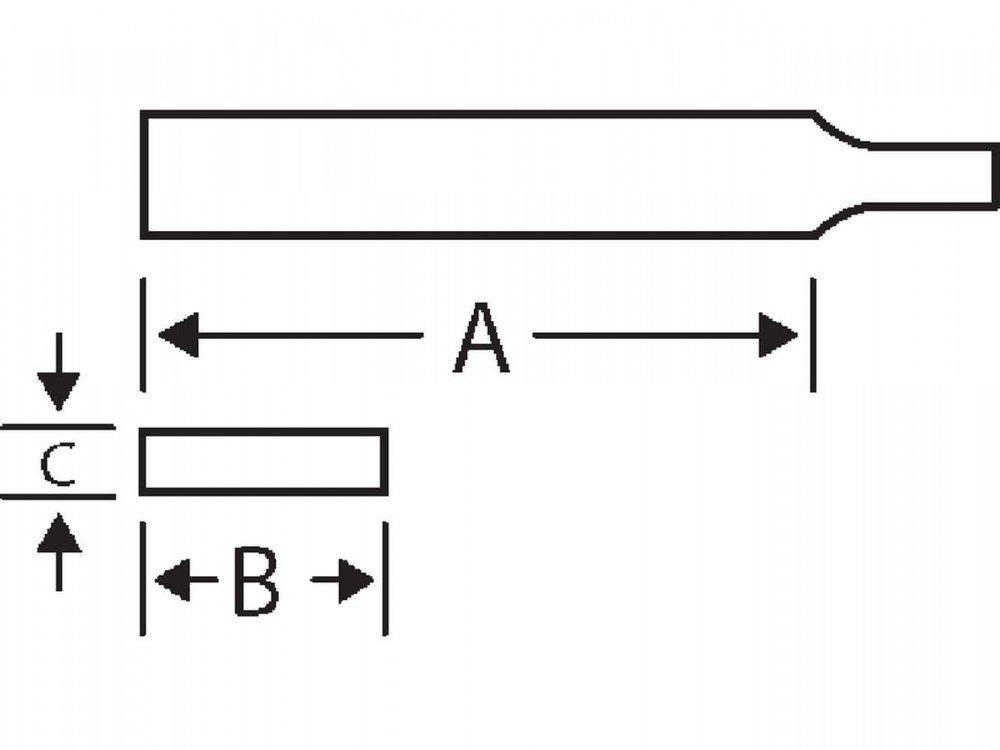 Лучше всего использовать полипропиленовые варианты. Отрезок закрепляют в станине горизонтально. С одной стороны вставляют в отверстие хвостовик, с другой – заливают расплавленный пластик или термоклей.
Лучше всего использовать полипропиленовые варианты. Отрезок закрепляют в станине горизонтально. С одной стороны вставляют в отверстие хвостовик, с другой – заливают расплавленный пластик или термоклей.
После застывания состава в ручке можно просверлить отверстие для хранения в подвешенном состоянии.
Как правильно насадить?
Надеть напильник на рукоятку правильно – сложная задача для новичка. Важно позаботиться о том, чтобы каждый этап этого процесса прошел по всем правилам.
- Подготовка отверстия. Оно выжигается или высверливается в основании ручки. Для предотвращения растрескивания материала на него предварительно надевают металлическое кольцо. Глубина отверстия должна соответствовать длине хвостовика.
- Предварительный монтаж. На этом этапе выполняется примерка элементов друг к другу. Хвостовик помещается в подготовленное отверстие.
- Насадка. Нужно взять напильник за его рабочую часть правой рукой, а затем слегка ударить наружным концом ручки о верстак. А также можно упереть инструмент рабочим краем в твердую поверхность. После этого молотком наносится удар по рукоятке, завершающий процесс насаживания.
Важно помнить о том, что аксессуары и вспомогательные компоненты для напильников редко делают многоразовыми. Опытные мастера предпочитают изготавливать собственную ручку к каждому инструменту, поскольку при смене основы оказывается невозможно обеспечить достаточно плотную посадку.
Более подробно ознакомиться с процессом можно в следующем видео.
Напильники ручки – Энциклопедия по машиностроению XXL
Отверстие в ручке для хвостовика напильника делают следуюш,им образом вначале в ней просверливают отверстие на необходимую глубину сверлом, равным по диаметру толщине конца хвостовика напильника, затем рассверливают отверстие до половины глубины сверлом, равным по диаметру примерно толщине хвостовика напильника в средней части. После этого отверстие в ручке прожигают хвостовиком старого напильника. Ручку насаживают на хвостовик, слегка постукивая ею о тиски или массивный кусок металла или дерева, но не ударяя по ней молотком. Образующиеся на конце ручки заусенцы необходимо снять напильником, чтобы они не мешали в работе. [c.111]Ручки напильников. Для держания напильников употребляют деревянные ручки. Выбранная по размеру напильника ручка пригоняется по его хвостовику, который должен входить в нее на глубину от до /4 длины хвостовика. Ручка должна быть в полтора раза длиннее хвостовика напильника. [c.185]
До приступа к опиливанию детали слесарь должен проверить, надежно ли насажены ручки на напильник и ножовку и прочно ли закреплена в тисках обрабатываемая деталь. [c.389]
Ручки напильников, их форма и насадка. [c.647]
Опиливание применяют для зачистки поверхностей, удаления заусенцев, снятия небольших фасок и т.п. Его выполняют напильниками разнообразной формы, с различной насечкой и только с целой и плотно насаженной ручкой. [c.332]
Важное значение для удобства, – высокой производительности и безопасности работы напильником имеют правильные размеры (табл. 3) и форма ручек. Длина ручки должна быть примерно в 1,5 раза длиннее хвостовика. Хвостовик напильника входит в ручку на глубину от /з ДО % его длины. [c.157]
При насаживании ручки на хвостовик напильника между плечиками пятки и концами ручки оставляют расстояние 10—20 мм, которое необходимо для последующего углубления хвостовика напильника в случае ослабления. [c.157]
Ручки к напильникам изготовляют из твердых пород дерева березы, клена, бука, ясеня. Поверхность их делают ровной и гладко отполи- [c.157]
Размеры деревянных ручек напильников в мм [c.158]
Длина напильника в мм № ручки А В Г Д Е Ж 3 И [c.158]
| Рис. 2. Насаживание и снятие ручки напильника |
| Рис. 4. Приемы работы напильником а — положение ручки напильника в правой руке б — выполнение опиливания в — положение левой руки на напильнике |
Ручки для напильников должны быть изготовлены из мягких пород дерева и не должны раскалываться при насаживании. [c.205]
Пользование напильниками без ручек и с неисправными ручками (расколотыми или без насадных колец) не допускается. [c.205]
| Фиг. 206. Пра- Фиг. 207. Ручка для напильника. Фиг. 208. Опас- |
Напильник берут за деревянную ручку правой рукой так, чтобы она упиралась в кисть руки, и сверху накладывают большой и указательный пальцы левую руку накладывают на конец напильника так, чтобы обеспечить равномерный нажим [c.167]
Для удобства в работе на хвостовик напильника насаживают ручку из березы, липы или прессованной бумаги. Размеры ручек выбирают в зависимости от длины напильников. Рекомендуемые размеры ручек приведены в табл. 14. [c.111]
Размеры деревянных ручек для напильников [c.111]
Чтобы ручка во время насадки на хвостовик напильника не растрескивалась, на ее шейку одевают металлическое кольцо. [c.111]
Напильник берут в правую руку так, чтобы его ручка упиралась в ладонь руки, четыре пальца захватывали ручку напильника снизу, а большой палец помещался сверху вдоль ручки (фиг. 78,а). Левую руку накладывают на нос напильника так, как это показано на фиг. 78,6 и в. Такая хватка является основной для всех напильников при выполнении большинства работ. [c.113]
При обратном, нерабочем, движении ручка напильника опускается, а нос приближается к изделию. При следующем рабочем движении напильник немного смещают в сторону. [c.116]
При распиловке отверстия, в которое входит только конец напильника, напильник следует взять двумя руками у ручки и концом его терпеливо распилить отверстие до полного прохода напильника. [c.119]
Если у напильника нет ручки или она неисправна, есть опасность поранить руку его хвостовиком. При выполнении операций опиливания на голову следует надевать берет, так как попавшую в волосы стружку трудно удалить. [c.377]
Напильники, ножовки, буравы, отвертки должны быть прочно закреплены в ручках. Пользование инструментом с заостроеиными концами без рукояток запрещается. [c.732]
Так как опиливание производят вручную, то для предотвращения травмирования токарь должен стоять под углом примерно 45° к оси центров станка, с разворотом вправо. Ручку напильника следует зажимать в левай руке, а противоположный его конец удерживать пальцами правой. [c.332]
Губки тисков подвергают закалке и отпуску так, чтобы по рабочей части губок личной напильник едва оставлял следы HR 55—58), а на границе перехода ш,ечек к ручке твердость должна быть не более HR 40 (личной напильник легко берет). [c.90]
Напильник нельзя очищать чертилкой, шилом или стальным инструментом, так как при этом портится насечка. Деревянная ручка напильника должна быть всегда хо-poino насажена. Пользоваться напильником без ручки [c.166]
Плоскозакругленные напильники применяют для обработки отверстий, две стороны которых закруглены, например отверстий для ручки в молотке. [c.110]
Точение конических и фасонных поверхностей. Изготовление ручки напильника. 7 класс
ТОЧЕНИЕ КОНИЧЕСКИХИ ФАСОННЫХ
ПОВЕРХНОСТЕЙ
Изготовление ручки напильника
7 касс
ИЗДЕЛИЕ
это изготовленное из однородного материала без
сборочных операций или из одного «куска
материала» при помощи склейки, пайки и т. д.
ЭЛЕМЕНТЫ ДЕТАЛИ
Элемент детали – отдельная её часть, имеющая
определённое назначение.
• Фаска – скошенная часть;
• Галтель – скругление угла;
• Ребро – выступ;
• Паз – продольное углубление, канавка;
• Уступ – продольное возвышение на плоскости.
• Многие элементы, кроме своего основного
назначения, придают детали красивый внешний
вид.
ВАРИАТИВНОСТЬ И
ДИЗАЙН
• Вариативность – изменение отдельных элементов
изделия при сохранении его основы в целях
наиболее удачного решения конструкторской
задачи.
• Вариативность присуща дизайну изделия – его
конструкции и внешнему виду («дизайн» в переводе
с английского означает «замысел, проект, рисунок»).
ВАРИАНТЫ РУЧКИ
ДЛЯ ИНСТРУМЕНТОВ
ВАРИАНТЫ РУЧКИ
ДЛЯ ИНСТРУМЕНТОВ
ВАРИАНТЫ РУЧКИ
ДЛЯ ИНСТРУМЕНТОВ
ВАРИАНТЫ РУЧКИ
ДЛЯ ИНСТРУМЕНТОВ
ЧЕРТЁЖ РУЧКИ ДЛЯ
НАПИЛЬНИКА
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ПОРЯДОК ВЫПОЛНЕНИЯ
РАБОТЫ
1. Прочтите чертеж и технологическую карту на изготовление
цилиндрической детали (или изделия для своего проекта).
2. Выберите заготовку и спланируйте работу с ней под
руководством учителя.
3. Разметьте, подготовьте и установите заготовку на токарном
станке.
4. Выберите и проверьте режущие инструменты.
5. Выполните черновое точение желобчатой стамеской, зачистку
— шлифовальной шкуркой. Точите только с разрешения и под
контролем учителя!
6. Снимите заготовку. Проверьте размеры и шероховатость
поверхностей обработанной детали.
СБОРОЧНАЯ ЕДИНИЦА
– изделие, состоящее
из нескольких
деталей, собранных и
соединённых в
единое целое.
СБОРОЧНЫЙ ЧЕРТЁЖ
Изделие,
состоящее из
нескольких
деталей,
изображают на
сборочном
чертеже.
КИЯНКА
ПОДСТАВКА ДЛЯ
КОМНАТНЫХ РАСТЕНИЙ
Рисунок (б): 1 – ножка, 2 – рейка, 3 – шуруп
(гвоздь)
ПОЛКА
Рисунок (в): 1 – стенка боковая, 2 – основание,
3- стенка задняя, 4 – полка, 5 – перекладина
СТОЛ ОТКИДНОЙ
Рисунок (г): 1 – царга, 2 – ножка, 3 – крышка,
4 – брусок настенный, 5 – петля
СБОРОЧНЫЙ ЧЕРТЁЖ
УГОЛЬНИКА
Точение конических и фасонных деталей
Точение конических и фасонных деталей10. Точение конических и фасонных деталей
Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружностях.
В деталях цилиндрической формы все точки поверхности лежат на одном и том же радиусе.
В деталях конической формы радиус переменный и точки поверхности образуют конус.
Торцевая поверхность, получаемая при точении концов заготовок при перемещении резца только по радиусу, является кругом.
Для получения конической детали вначале полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 5…8 мм на чистовую обработку. Удобнее и чище точится заготовка с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются.
Так как коническую заготовку надежнее крепить на трезубце своим большим диаметром, то к заднему центру точат меньший диаметр конуса. Выключив станок, вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и линейкой.
У фасонных деталей сочетаются цилиндрические, конические, сферические и другие поверхности. Скругления углов называют галтелями. «Галтель» — от немецкого «желоб». До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской делают надрезы мест переходов поверхностей на вращающейся заготовке.
В табл. 2 приведена технологическая карта на точение ручки напильника. В ней приводятся чертеж ручки, размеры и материал заготовки, последовательность переходов при обработке, эскизы заготовок на каждом переходе, инструменты и приспособления, применяемые при обработке.
Таблица 2
Технологическая карта. Изготовление ручки напильника
Лезвие при этом перемещают одновременно в продольном и поперечном направлениях.
На рис. 31 изображены различные профили вытачиваемой детали и применяемые стамески.
Рис. 31. Профили поверхности детали и профили стамесок
На токарном станке можно вытачивать сферические поверхности в виде шаров, разнообразные сложноконтурные (фасонные) поверхности. «Контур» в переводе с французского — «линия, очерчивающая форму».
Термин «фасонный» произошел от французского слова, означающего «форма, модель». «Сфера» — от греческого «шар». Такие поверхности можно вытачивать как стамеской, путем
Рис. 32. Точение фасонных поверхностей: а — стамеской; б — профильным резцом: 1 — заготовка; 2 — стамеска; 3 — профильный резец
ее перемещения по дуге (с продольной и поперечной подачей) (рис. 32, а), так и профильными резцами (рис. 32, б) с перемещением их к центру вращения заготовки, т.е. с поперечной подачей.
Фасонные профильные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей в виде ручек напильников. У них режущая кромка имеет профиль детали. При таком точении применяют только поперечную подачу резца (к центру вращения заготовки).
Перед контролем размеров и формы обрабатываемой на станке детали станок выключают.
Диаметры в поперечном сечении, не снимая детали со станка, удобно контролировать предельными калибрами (рис. 33). Предельные калибры имеют два размера: один — наименьший допустимый, в который измеряемый вал не должен проходить; второй — наибольший допустимый, в который вал должен пройти. Их так и называют: непроходной (НЕ) и проходной (ПР.) размеры калибра.
Шлифуют фасонные поверхности шлифовальной шкуркой, а полируют и декоративно поджигают — бруском из более плотной древесины.
Рис. 33. Калибры: а — калибр-скоба для контроля вала; б — калибр-пробка для контроля отверстия
Проверяют профиль сложной поверхности шаблонами. Например, профиль шаблона для детали, изображенной на рис. 32, б, будет соответствовать профилю режущей кромки фасонного резца.
Практическая работа
Точение ручки для напильника
1. По технологической карте выточите ручку напильника (например, по табл. 2).
2. Зачистите поверхности шлифовальной шкуркой.
3. Отполируйте поверхности с поджогом декоративных колец бруском из более твердой древесины.
4. Обрежьте и зачистите торцы.
Новые термины: Коническая и фасонная деталь, галтель, фасонный резец, шаблон, предельные калибры.
Вопросы и задания
1. Как вытачивают конические и фасонные поверхности?
2. Какие резцы применяют для вытачивания фасонных поверхностей?
3. Чем контролируют профиль фасонной поверхности?
4. Что такое калибры? Для чего их применяют?
Файлы для рук
Ручные напильники используются в мастерской для сглаживания неровностей. Их можно использовать для сглаживания различных материалов, включая такие металлы, как латунь и сталь, и материалы на основе древесины, такие как МДФ. Они изготовлены из высокоуглеродистой стали и подвергаются термообработке, поэтому они прочнее, чем сталь или другие материалы, к которым они будут применяться.
Ручные файлы обычно держат обеими руками.Напильник прижимается ровно к поверхности, которую необходимо разрезать / разгладить. Затем напильник продвигается вперед и режет при прямом ходе. Затем его отрывают от металла и возвращают в исходную точку для следующего толчка вперед. Это называется «сквозной регистрацией» . | ||
Сквозная опиловка обычно является первым этапом при шлифовке металла или пластика. | ||
Если поверхность, полученная методом сквозной опиловки, недостаточно хороша – следующий этап – «протяжная опиловка». На схеме ниже показано, как файл удерживается во время этого процесса. Напильник удерживается обеими руками за лезвие и продвигается вперед и назад по материалу. Это еще больше сгладит материал. | ||
Заключительный этап опиливания / разглаживания куска металла / пластика – это использование наждачной бумаги или влажной и сухой бумаги.Наждачная бумага используется для металлов, в то время как влажная и сухая бумага используется для пластмасс. Ткань / бумага удерживаются на лезвии файла, как показано на схеме ниже. При использовании наждачной бумаги на стали можно добавить небольшое количество масла, которое поможет еще больше разглаживать материал. Полировально-полировальный станок можно использовать для «полировки» поверхности материала (только пластик и мягкие металлы). | ||
Безопасный край пилки не имеет зубцов.Это очень удобно при подшивке углов, как показано на схеме ниже. Безопасная кромка помещается в угол и, поскольку она гладкая, не повреждает поверхность металла.
Как правильно выбрать файл
Выбор файла зависит от размера и контуров формируемого предмета. Это также основано на здравом смысле и личных предпочтениях. Для достижения желаемых результатов пользователь должен сначала продумать выполняемую работу, а затем выбрать подходящий размер, шероховатость, тип зуба и форму файла.
Размер и грубость файла напрямую связаны. Файлы большего размера относительно грубые; они удаляют больше остатков, но оставляют более грубую поверхность. Файлы меньшего размера лучше; они удаляют меньше остатков, но оставляют более гладкую поверхность.
После определения размера файла и шероховатости следует выбрать тип зуба. Вообще говоря, для быстрого удаления материала следует выбирать файлы с двойной резкой, а для чистовой обработки следует использовать гладкие файлы с двойной или одинарной резкой.
Форма файла чрезвычайно важна для определения окончательного контура заготовки.Треугольный напильник следует использовать на острых внутренних углах, чтобы расчистить квадратные углы и заточить зубья пилы. Плоский напильник следует использовать для общих работ, квадратный напильник для увеличения прямоугольных отверстий и круглый напильник для увеличения круглых отверстий. Полукруглый напильник можно использовать в двух целях: плоская поверхность для опиливания плоских поверхностей и изогнутая поверхность для канавок.
Терминология файла:
Оборотная сторона: Выпуклая сторона полукруглого файла или напильника аналогичной формы.
Edge и Safe Edge: Боковые поверхности напильника; может быть гладким (безопасный край) или иметь зубцы.
Рукоятка: Держатель, в который вставляется хвостовик файла. Если файл имеет встроенный держатель, он известен как файл с твердой ручкой.
Пиннинг: Пилки застряли между зубьями напильника.
Шлифовка: Сломание зубьев пилки, обычно вызванное чрезмерным давлением, опиливанием в обратном направлении, опиливанием острых углов или опиливанием краев.
Два разных атрибута определяют, насколько агрессивно файл будет удалять материал и насколько гладкой будет полученная отделка: вид зубьев, врезанных в файл, и их грубость.Необходимая работа – черновая или чистовая – определит тип зубьев и степень шероховатости, наиболее подходящую для каждого применения.
Одинарные зубья: Имеет один набор параллельных диагональных рядов зубьев. Одинарные пилки часто используются с легким нажатием для получения гладкой поверхности или для создания острого края ножей, ножниц или пил.
Зубья с двойной прорезью: Имеет два набора зубцов, расположенных по диагонали на поверхности напильника под противоположными углами друг к другу.Напильник с двойной резкой используется с более сильным давлением, чем файл с одинарной резкой, для более быстрого удаления материала.
Рашпиль: Обычно известный как рашпиль, имеет ряд отдельных зубцов, образованных однонаправленным инструментом. Рашпиль производит грубую резку и используется в основном для обработки мягких материалов, таких как дерево, копыта, алюминий и свинец.
Изогнутый / фрезерованный зуб: Имеет изогнутые контуры зубцов по лицевой стороне файла. Напильники с изогнутыми зубьями часто используются в автомастерских для шлифовки кузовных панелей.
Швейцарские файлы шаблонов меньше по размеру и крупнее, чем их американские аналоги. Швейцарские файлы шаблонов используются для более точной и сложной работы.
Большинство файлов американских выкроек доступны в трех степенях грубости: «ублюдочная», «вторая резка» и «гладкая резка». Степень грубости увеличивается с увеличением длины напильника, но различия между второстепенным, вторым и гладким резом остаются пропорциональными.
Швейцарские файлы шаблонов доступны в семи степенях грубости: 00, 0, 1, 2, 3, 4 и 6. Как и в случае с американскими файлами выкройки, степень грубости швейцарских файлов выкройок увеличивается с увеличением длины, но разница между градациями остается пропорциональной.
Формы файлов
Тип или форма описывает форму поперечного сечения файла, т. Е. Прямоугольный, квадратный, круглый, полукруглый, треугольный и т. Д. Область, которую необходимо заполнить, будет определять конкретный тип, который будет использоваться. Тип далее классифицируется в зависимости от контура файла: тупой или конический.
Тупой напильник имеет постоянную ширину с параллельными краями от конца до конца.Он используется, когда поданный элемент является очень однородным или согласованным, поэтому требуется только файл одного размера.
Поперечное сечение надфиля уменьшается от пятки до острия; он может сужаться по ширине, толщине или обоим. Файл с конусом позволяет пользователю изменять размер области контакта с файлом без фактического изменения файлов. Это полезно, когда заготовка более сложная и требует разных опиловок.
Как правильно использовать файл
Стандартный захват: Для файлов, требующих работы двумя руками, следует брать ручку в одну руку, а за острие файла – в другую.Рукоятка файла должна быть зажата в ладони, большой палец должен быть направлен вдоль верхней части ручки, а пальцы должны захватывать ее нижнюю сторону. Острие файла следует захватить между большим и двумя первыми пальцами, при этом большой палец должен находиться сверху файла.
Захват для тяжелых ходов: Когда требуются тяжелые опиливания, большой палец на острие обычно находится на одной линии с напильником; кончик большого пальца направлен вперед.
Рукоятка для легкого удара: Для более легких ударов большой палец можно повернуть под прямым углом к направлению удара.
Если файл используется одной рукой для опиливания штифтов, штампов или режущих инструментов, не удерживаемых в тисках, указательный, а не большой палец кладется на рукоятку вместе с напильником.
Для нормального плоского опиливания файл следует перемещать вперед по почти прямой линии в одной плоскости, изменяя свой курс только настолько, чтобы предотвратить образование канавок. На обратном ходу лучше всего поднимать напильник в стороне от заготовки, за исключением на очень мягких металлах. Даже в этом случае давление должно быть очень небольшим – не больше веса самого файла.
Для нормального опиливания тиски должны быть примерно на высоте локтя. Когда много тяжелой опилки, лучше сделать работу немного ниже. Если работа тонкая и деликатная, ее можно поднять на уровень глаз.
Уход за файлами
Когда файл не используется, зубья файла следует защищать, повесив его на стойке или храня в ящике с деревянными перегородками. Файлы всегда должны быть очищены от воды или жира, так как это ухудшает процесс опиловки.Рекомендуется обернуть файл тканью для защиты при переноске в ящике для инструментов.
Зубы напильника следует постоянно содержать в чистоте. Для очистки канавок между зубами используйте напильную карту или проволочную щетку.
Запрещается использовать напильник без плотно прилегающей ручки. Если ручка отсоединится, обнажив острый конец хвостовика, это может привести к серьезным несчастным случаям.
Идентификация ручного файла – Инструментальный уголок
Простой ручной напильник, на который полагались еще с каменного века, на протяжении тысяч лет использовался для сглаживания, шлифования, чистки и удаления заусенцев с любых материалов.
Записи показывают, что древние цивилизации использовали металлические напильники и каменные рашпили ручной работы. Леонардо да Винчи был одним из первых, кто сконструировал машину для изготовления напильников. В то время как дизайн да Винчи не увенчался успехом, Chopitel производил машинные напильники во Франции в 18 веке. В то время напильники делали из мягкого железа и нагревали для закалки или науглероживания зубов.
Благодаря более поздней работе таких людей, как Бернот, Гробет, Николсон, Уиппл и Виид, напильники, изготовленные машиной, достигли такой степени, что они стали лучше, чем созданные вручную.Сегодня есть десятки производителей, производящих ручные пилки как для общего, так и для специального применения. Ознакомьтесь с этой таблицей идентификации файлов или продолжайте читать, чтобы узнать больше о ручных файлах
Ищете новый ручной напильник? У KMS Tools большой выбор. Купить сейчас.
Анатомия ручного файла
Напильник состоит из нескольких частей. хвостовик – заостренный конец. Здесь вы прикрепляете деревянную или пластиковую ручку. Некоторые напильники имеют встроенные ручки, расположенные над хвостовиком.У других, как напильник у фермера, есть широкие плоские выступы, которые служат ручками. У основания хвостовика – каблук . Здесь начинается тело файла.
Следующая секция – это живот , или поверхность , , где происходит все режущее действие. У некоторых файлов более двух животов или лиц, и на каждом из них может быть разный рисунок зубов. Точно так же кромки файла могут быть гладкими или иметь зубцы. Гладкие кромки также называются безопасными кромками . В зависимости от формы или профиля файл может иметь плоские, скошенные или закругленные края.
Напротив выступа находится точка . Как ни странно, острие часто бывает квадратным и редко заостренным. Но на самом деле суть в том, что вы указываете на конец работы.
Длина файла измеряется от основания пятки до конца. Хвостовик или ручка не учитываются при определении длины.
Отрубы
Большинство ручных напильников классифицируются как швейцарские или американские.
ФайлыAmerican Pattern доступны в трех вариантах огранки: Bastard, Second Cut и Smooth. Длина файла также влияет на шероховатость независимо от разреза. Например, 6 ″ Bastard Cut намного лучше, чем 12 ″ Bastard Cut. Это связано с тем, что для более тонкой работы обычно используются более короткие файлы. В целом, лучшим будет 4-дюймовый гладкий файл, а самым грубым – 16-дюймовый Bastard-файл. Соотношение между степенями грубости для каждой длины остается прежним.
НапильникиSwiss Pattern, с другой стороны, доступны в семи разрезах, в диапазоне грубости от ØØ до No.6, причем № 6 – самая тонкая огранка. Эти файлы, сделанные по точным размерам, меньше и тоньше, чем файлы American Pattern. Файлы Swiss Pattern обычно имеют длину от 3 до 6 дюймов и доступны в широком диапазоне тонких огранок. С зубцами, доходящими до края, и узкими точками для работы в ограниченном пространстве, файлы Swiss Pattern идеально подходят для детальной работы, часто используемой ювелирами, часовщиками, изготовителями моделей, а также производителями инструментов и штампов.
Лицевая сторона файла может быть одинарной или двойной .Один надрезанный файл имеет один набор зубьев; напильник с двойным вырезом – два. Некоторые файлы имеют одинарную резку с одной стороны и двойную или даже гладкую – с другой.
Одинарные пилки (вверху) имеют один набор зубьев. Напильники двойной резки их два (внизу). ФайлыHand также классифицируются по профилю, то есть форме файла. Примеры: плоские, круглые, квадратные, конические и т. Д.
Выбор правильного напильника
Несмотря на то, что существует множество размеров, форм и типов, файлы обычно попадают в одну из категорий, перечисленных ниже.Внутри этих категорий есть стандартные вариации, каждая с особым дизайном. Помните, не ограничивайте себя перечисленными приложениями – используйте любой файл, подходящий для вашего проекта. Ознакомьтесь с нашей таблицей идентификации файлов, чтобы узнать, сколько различных файлов доступно.
Американские файлы шаблонов
Файлы машиниста
Как правило, механические напильники имеют двойную резку для быстрого и максимального съема материала. Эти файлы используются во многих областях и для большинства металлов и доступны в различных профилях и разрезах.
Напильники для заточки пил
Пильные напильники обычно имеют однократную резку для получения более гладкой поверхности. Они подходят для заточки пильных полотен и правки кромок инструментов, особенно там, где требуется более тонкая, острая кромка или более гладкая поверхность.
Файлы специального назначения
Это инструменты в виде файлов, которые были разработаны с течением времени для конкретных приложений или материалов. Примеры специальных файлов включают деревянные рашпили, пилки для пенопласта и напильники для кузова. Форма, рисунок зуба и другие критерии, зависящие от материала, определяют оптимальное использование этих файлов.
Швейцарские файлы выкроек
Напильники для штамповки
Мини-версии машинных и ножевых напильников, напильников для штамповки предназначены для правки и чистовой обработки штампов. Они доступны с хвостовиками для небольших ручек и часто поставляются в наборах, включающих различные профили.
Рифлеры Die-Sinker
Несколько напоминающие инструменты стоматолога, риффлеры имеют неразрезанные средние части, что делает их более безопасными и удобными в обращении. Рифлеры имеют тонкие узкие концы для облегчения работы с мелкими деталями.Существует два типа риффлеров – риффлеры для штамповки и рифлеры для серебряных дел мастеров, которые доступны в различных моделях и формах. Рифлеры штамповочного пресса, как правило, меньше и тоньше – это инструменты штамповщиков, ювелиров и производителей инструментов. Рифлеры серебряных дел мастера имеют более длинную среднюю часть и более широкие концы.
Надфили
Надфили с двойной прорезью. Надфили, используемые ювелирами, изготовителями штампов и другими мастерами по изготовлению деталей, бывают 12 различных форм и имеют длинные ручки с накаткой.Из-за своего небольшого размера некоторые надфили имеют встроенные пластиковые ручки, чтобы уменьшить спазмы пальцев, порезы и ссадины.
Методы подачи
Пиление – это промышленное искусство. Это не просто растирание файла взад и вперед. Каждый удар должен учитываться и приближать вас на один шаг к гладкой, полированной поверхности без зазубрин и следов истирания.
Существует три элементарных метода подачи.
Прямая подача – это продвижение напильника вниз по заготовке в прямом или слегка диагональном положении.Ход резания – это ход толкания. При правильном выполнении обратный ход не должен касаться заготовки. Прямая опиловка может обеспечить максимальное удаление материала или гладкую окончательную отделку. Иногда форма материала может затруднять или затруднять прямую подпиливание.
Розыгрыш – еще один популярный метод подачи. Для этого нужно удерживать напильник за хвостовик и за острие и протягивать его поперек заготовки на себя. Как и прямая опилка, протяжная опилка может обеспечить максимальное удаление материала или гладкую поверхность.
Третий метод – это опиливание на токарном станке , и, как следует из его названия, это процесс прижатия напильником к заготовке, которая вращается на токарном станке. Это может быть полезно при правке заготовки или при удалении материала. Как и в случае любого применения, связанного с вашими руками и лицом, а также с вращающимися инструментами, опиливание на токарном станке требует большой осторожности и внимания.
Подача различных металлов
Поскольку разные металлы сильно различаются по свойствам, при выборе правильного напильника следует учитывать природу металла, с которым вы работаете.Мягкие, пластичные металлы требуют острой кромки и легкого давления. Более твердые материалы требуют более тупых зубов и большего давления.
Подача нержавеющей
Для прочной, плотной и абразивной нержавеющей стали требуется напильник с хорошими износостойкими качествами. Слегка надавите и медленно, ровно двигайте.
Подача алюминия
Мягкий и сложный в шлифовке, алюминий легко забивается. Используйте алюминиевый напильник со специальной режущей кромкой, которая разрушает опилки, предотвращает чрезмерное опиливание и помогает уменьшить вибрацию.Для лучшего результата нанесите сдвиг влево.
Подача латунь
Латунь сложна, потому что она мягче стали, но тверже и тверже алюминия. Для опиливания латуни требуется острый напильник с прочными зубьями и срезом, предотвращающим прорезание канавок и движение. Используйте специально разработанный латунный напильник и прикладывайте умеренное давление.
Заявка на подачу заявки
Наденьте респиратор! Мягкие материалы, такие как свинец, баббит и медь, имеют особые условия подачи. Используйте короткий одинарный напильник с короткими зубьями.Приложите нормальное давление.
Подача бронзы
Аналогичен латуни, но зависит от содержания легирующих элементов. Чтобы избежать образования канавок, пересекайте направление хода резания.
Подача кованого железа
Кованое железо мягкое и пластичное, и для получения хороших результатов не требуется очень острый напильник.
Пластиковая папка
Для твердого пластика требуется напильник с высокими острыми зубьями. Мягкие пластмассы запиливаются в клочья, поэтому для этого следует использовать пилку с срезными зубьями, а также для обработки других мягких материалов, таких как алюминий, медь, твердая резина и дерево.
Средство для ухода за папками для рук
Есть несколько простых шагов, которые вы можете предпринять, чтобы ваши файлы сохранялись долгое время.
Сбросьте давление . Приложите только давление, достаточное для того, чтобы файл мог выполнить свою работу. Почувствуйте, как зубы впиваются в заготовку. Ваши движения должны быть плавными и плавными. Применение правильного давления также приведет к наиболее быстрому удалению материала, даже если для выполнения работы потребуется еще несколько движений. Мягкий материал, такой как алюминий, может забивать режущие зубья, даже если вы используете напильник, предназначенный для алюминия и мягких металлов.
Защитить зубы . Бросать файлы вместе со всеми металлическими инструментами – не лучшая идея! В идеале повесьте их или храните в ящике с неметаллическими перегородками и достаточным пространством для размещения без большого контакта. Храните их вдали от воды, грязи, жира и опилок.
Держите его в чистоте . Возьмите файловую карточку и используйте ее во время подачи и после того, как закончите. Карточка с файлом состоит из рядов небольшой жесткой проволоки, которая очищает зубы от мусора. Помните, что опилки нагреваются, а опилки получаются острыми.Очистка файла вручную – один из способов избавиться от металлической стружки. Вместо этого используйте карточку для файлов, которая удаляет документы до того, как они застрянут в файле или в вашем пальце.
Таблица идентификации файла
Вот удобная диаграмма, которую вы можете скачать. Он показывает различные типы ручных файлов, сгруппированных по шаблону и профилю. Ищете новый ручной напильник? У KMS Tools большой выбор.
| Общие | Дополнительные разделы и типы объектов: Дополнительные функции, которые могут присутствовать в файлах DWG, включают:
Обнаружение и исправление ошибок: В формате DWG широко используются циклические проверки избыточности (CRC) для поддержки обнаружения ошибок. Версия с кодом AC1021 (представленная в AutoCAD 2007) также использовала кодировку Рида-Соломона для поддержки исправления ошибок. Однако в последующих версиях от этого механизма отказались. Дескрипторы в файлах DWG: Объекты в файлах DWG называются «дескрипторами» объекта. Синтаксис для этих ссылок на дескрипторы включает: 4-битный код для типа дескриптора; 4-битный счетчик длины дескриптора в байтах; за которым следует сама ручка.Коды типов различают ссылки, которые указывают на объект напрямую, и те, которые выражаются как смещение к другому дескриптору. Коды типов для прямых ссылок делят ручки на четыре категории:
Примечание. Такое использование термина «дескриптор» не связано с системой дескрипторов, введенной в 1995 году для управления постоянными идентификаторами цифровых объектов. 3D-объекты в файлах DWG : AutoCAD изначально был ориентирован на цифровой эквивалент чертежей на бумаге, но постоянно добавлял функции 3D-моделирования.Например, сообщение в блоге AutoDesk об AutoCAD 2010 и 3D освещает новые функции. В сообщении обсуждаются функции AutoCAD 2010, которые поддерживают две технические формы трехмерного представления: сетки и твердые тела. Оба типа 3D-модели могут быть сохранены в файле DWG (начиная, по крайней мере, с AC1024): объекты Polymesh (также называемые многогранными сетками) создаются из объектов POLYLINE, которые соединяют вершины; Объекты 3DSOLID и BODY содержат 3D-контент в форме, позволяющей выдолбить твердые тела или придать поверхностям толщину.В документации для dxfgrabber указано, что содержимое 3DSOLID и BODY обычно представляет собой твердотельные модели ACIS в форме SAT (стандартный текст ACIS), но с AutoCAD 2013 (AC1027) AutoCAD хранит данные ACIS как SAB (стандартный двоичный файл ACIS). В документации AutoDesk не упоминается ACIS по имени, но указывается, что содержимое 3DSOLID относится к типу «AcDbModelerGeometry» с версией формата Modeler (в настоящее время 1) и рядом строк собственных данных. Судя по документации DXF, доступной в Интернете, объект 3DSOLID был представлен в версии 13 AutoCAD примерно в 1995 году.Версия 5.4.1 реконструированной спецификации Open Design для DWG описала эти 3D-объекты ACIS в пункте 20.4.41 и главе 24, указав, что внедренным данным SAB предшествует «ACIS BinaryFile» в ASCII, за которым следует «End \ x0E \ x02of \ x0E \ x04ACIS \ x0D \ x04data “. Взаимосвязь между DXF и DWG: Команда «Сохранить чертеж как» в AutoCAD позволяет использовать форматы DWG и DXF. Обычный файл DXF – это прозрачный текстовый файл ASCII, который по этой причине часто рекомендуется для обмена и сохранения.См. DXF_ASCII. Также определяется эквивалентный двоичный формат DXF; он почти всегда описывается как «двоичный DXF» или «двоичный DXF». DXF_Binary не описывается отдельно на этом веб-сайте. Согласно сравнению слайд-шоу DWG и DXF от Scan2CAD, «Формат файла DXF был создан одновременно с DWG (1982) той же компанией – Autodesk. Формат файла DXF был разработан, чтобы обеспечить точное представление данные в собственном файловом формате AutoCAD, DWG “. Однако AutoCAD добавил и улучшил многие функции, некоторые из которых включают в себя встраивание данных, которые нелегко включить в текстовый файл.Например, текущий формат DWG включает возможность встраивать стандартные двоичные данные ACIS (SAB) и произвольные большие двоичные объекты в раздел AcDsPrototype_1b. В разделе «Поддержка форматов хранения DWG и DXF» Autodesk заявляет: «Autodesk стремится поддерживать форматы хранения DWG и DXF как логически эквивалентные по содержанию. DWG – это собственный двоичный формат, обеспечивающий превосходную производительность ввода-вывода, а DXF – это опубликованный формат. предназначен как для минимизации требований к синтаксическому анализу приложений, так и для максимальной совместимости с ранее выпущенными продуктами.«Компиляторы этого ресурса не смогли определить степень, в которой полное семантическое и функциональное содержимое из всех файлов DWG может быть представлено в файлах DXF_ASCII, сохраненных как DXF во всех версиях AutoCAD. Комментарии приветствуются, особенно в отношении определить содержимое, которое может храниться в файле DWG, но будет либо опущено, либо значительно изменено при записи файла DXF_ASCII. Заявления о потенциальных различиях между содержимым чертежа DWG и соответствующего представления DXF включают: Преобразование DWG в DXF с помощью инструментов, не основанных на RealDWG SDK, используемом в AutoCAD, может иметь другие недостатки.Комментарии приветствуются. Отдельный вопрос – числовая точность. Преобразование числовых значений, представленных в двоичном формате с плавающей запятой, в символы ASCII всегда может привести к потере точности. Это упоминается в документации DXF от AutoDesk следующим образом: «В отличие от файлов ASCII DXF, которые требуют компромисса между размером и числами с плавающей запятой. точность, двоичные файлы DXF сохраняют точность в базе данных чертежей ». Однако во многих случаях разница не будет значительной, как указано в справке по параметрам команды AutoCad« Сохранить как DXF »:« Точность по умолчанию обычно достаточна; однако вам может потребоваться увеличить это значение для определенных чертежей или приложений.« Связанные форматы публикации от AutoDesk: Два собственных формата с ограниченной функциональностью были разработаны AutoDesk для публикации дизайнов. DWF и DWFx – это безопасные форматы файлов, разработанные для объединения и публикации обширных данных 2D- и 3D-дизайна. Это файловые форматы с высокой степенью сжатия, подходящие для распространения одного чертежа или нескольких чертежей и наборов листов через Интернет для просмотра людьми, не имеющими приложения САПР. Для этой цели AutoDesk предоставляет бесплатное приложение Autodesk Design Review.DWFx – это относительно новая версия формата файлов DWF, основанная на спецификации Microsoft XML Paper Specification (XPS). Документы DWFx можно просматривать и распечатывать с помощью средства просмотра Microsoft XPS Viewer, которое распространяется как часть операционной системы Windows. См. Раздел О файлах DWF и DWFx. |
|---|
8 лучших нейтральных форматов файлов 3D CAD
ФайлыCAD (системы автоматизированного проектирования) – это цифровые файлы, в которых хранятся 3D- и 2D-проекты, а также информация о материалах, процессах, допусках и других данных.
От проектирования до производства, все начинается с файла САПР.
Однако подумайте о различных заинтересованных сторонах, которые в конечном итоге обрабатывают файл:
- Разные компании
- Внутренние отделы
- Сотрудников
- Поставщики
- Субподрядчики
- Клиенты
Все используют разное программное обеспечение САПР, что затрудняет обмен между ними, особенно когда геометрическая информация и трехмерные аннотации, такие как PMI (информация о производстве продукта), должны сохранять целостность.
Собственные форматы файлов САПР от PTC Creo, Siemens NX, CATIA, SolidWorks, Autodesk Inventor и других являются собственностью и должны быть переведены и проверены для последующей обработки.
Нейтральные форматы файлов САПР, однако, совместимы между различными программами САПР. Сегодня мы рассмотрим 8 лучших нейтральных форматов файлов САПР, особенно относящихся к механическому преобразованию САПР.
Capvidia твердо верит в стандартные форматы САПР (например,ISO, ANSI и т. Д., Которые обеспечивают качество и согласованность) и которые готовы к определению на основе модели (MBD).
ФайлыMBD CAD включают требования как к геометрии, так и к производству и качеству продукции, которые обычно выполняются на 2D-чертежах.
Комбинируя информацию о двухмерных чертежах с трехмерной моделью САПР, она становится авторитетным источником жизненного цикла продукта. Это обеспечивает автоматизацию, анализ данных и взаимодействие от проектирования до производства из единого источника , который может считываться как человеком, так и машинами .
Это САПР в эпоху Интернета вещей и интеллектуальных данных.
Есть вопросы о нейтральных файлах САПР?
Capvidia – лидер в области перевода и проверки САПР, особенно в области цифровой трансформации и пути MBD. Есть вопросы? Поговорите с нашей командой сегодня.
Содержание:
MBD Файлы CAD:
- ШАГ
- QIF
- JT
Файлы CAD без MBD:
- 3D PDF
- IGES
- STL
- ACIS
- ПАРАСОЛИД
1.ШАГ (Расширение файла: * .STEP, * .STP)
- Год выпуска: 1994, последнее обновление: 2020.
- Стандарт: ISO 10303-242: 2020
- Представление: B-rep (точное) и Vis-rep (приблизительное)
- Организация: Международная организация по стандартизации и PDES Inc.
Файлы STEP на сегодняшний день являются наиболее широко используемым и принятым нейтральным форматом САПР, что делает его стандартом во многих отраслях.
Большая часть программного обеспечения САПР поддерживает импорт и экспорт файлов STEP, что позволяет ему взаимодействовать между различными системами, включая CAM (автоматизированное производство), CAI (автоматизированный контроль) и CAE (автоматизированное проектирование).
Что касается механического САПР, существует три основных формата файлов STEP:
- STEP AP203 : определяет геометрию, топологию и данные управления конфигурацией твердотельных моделей для механических деталей и сборок.
- STEP AP214 : Включает функции STEP AP203, а также цвета, слои, GD&T и замысел дизайна.
- ШАГ AP242 : объединяет ШАГ 203 и ШАГ 214, чтобы представить рабочие процессы определения на основе модели (MBD).
Однако и STEP AP203, и STEP AP214 устарели в пользу STEP AP242.
ПРОФИ:
- Зрелый и повсеместный формат файлов.
- Готовность к MBD при использовании AP242.
Минусы:
- Большая организация означает медленный выпуск новых обновлений быстро.
2. QIF (расширение файла: * .QIF)
- Год выпуска: 2013, Последнее обновление: 2020
- Стандарт: ISO 23952: 2020
- Представление: B-rep (точное) и Vis-rep (приблизительное)
- Организация: DMSC (Консорциум стандартов цифровой метрологии)
Файлы QIF (Quality Information Framework) созданы для цифрового производства в 21 веке.Он оптимизирован для семантического PMI, что позволяет человеку и машиночитаемому САПР, ведущему к двум основным вещам: совместимость и отслеживаемость в нисходящем направлении.
Несмотря на то, что это самый новый формат в этом списке, он привлек все большее внимание, поскольку все больше OEM-производителей нуждаются в надежном формате файлов для обмена данными на последующих этапах от проектирования до производства и качества.
ПРОФИ:
- Самый надежный нейтральный CAD-файл MBD.
- Фреймворк на основе XML: простая интеграция и взаимодействие с другими системами, веб- / интернет-приложениями и другими формальными стандартами.
- Высоко ценится в отделах метрологии и качества.
Минусы:
- Несмотря на то, что MBD завоевывает доверие, все еще рано и не получил широкого распространения. Узнайте больше о QIF.
3. JT (Расширение файла: * .JT)
- Год выпуска: 2007, Последнее обновление: 2017
- Стандарт: ISO 14306: 2017
- Представление: B-rep (точное) и Vis-rep (приблизительное)
- Организация: Siemens PLM Software
Файлы JT (тесселяция Юпитера) – это самая запутанная группа нейтральных форматов САПР.Несмотря на то, что он известен как vis-rep, он также может иметь полные B-rep и PMI, что делает его готовым к MBD.
Внутреннее представление B-rep является гибким, включая поддержку ISO 10303 (STEP) и Parasolid. Если JT, экспортированный из NX, содержит данные B-rep, он будет в формате Parasolid.
Хотя JT технически является открытым форматом, многие поставщики используют Siemen JT Open Toolkit. Этот набор инструментов особенно важен при работе с данными Parasolid, в которых используются смеси с собственными рецептами.Из-за этого он не получил широкого распространения как STEP или QIF.
ПРОФИ:
- Общий формат взаимодействия для пользователей Siemens.
- JT в основном используется в автомобильной промышленности.
- Облегченный формат.
Минусы:
- Реже за пределами программных сред Siemens.
4. 3D PDF (расширение файла: * .PDF)
- Год выпуска: 2004, Последнее обновление: 2014 (для CAD)
- Стандарт: ISO 14739-1: 2014
- Представление: Vis-rep (приближение)
- Организация: Консорциум 3D PDF
Файлы 3D PDF популярны не зря.Это повсеместный формат, который легко просматривать на компьютерах, смартфонах и планшетах. Особенно удобно для тех, у кого нет САПР или программ просмотра.
ПРОФИ:
- Для просмотра файлов требуется только Adobe Reader.
- PDF-файлы могут использоваться как контейнеры для других файлов, таких как STEP, QIF или другой документации.
Минусы:
- Огромный размер файла и низкая производительность.
- 3D-эргономика в Adobe оставляет желать лучшего.
- Возможности этого типа файлов резко ограничены средой Adobe.
5. Файлы стереолитографии (расширение файла: * .STL)
- Год выпуска: 1987, Последнее обновление: Нет.
- Стандарт: Нет.
- Представление: Vis-rep (приближение)
- Организация: 3D Systems
STL-файлы – это универсальные 3D-форматы, ориентированные на геометрию и формы поверхности, но не на цвета, текстуры или другие атрибуты модели, что хорошо для быстрого прототипирования, 3D-печати и некоторых программ CAM.
Однако он использует поверхность с триангулированной сеткой, которая приемлема для визуального представления, но не работает в системах САПР, поскольку большинство из них работает с твердыми телами.
Когда сложные САПР не требуются, файлы STL приемлемы в большинстве основных ситуаций.
ПРОФИ:
- Широко поддерживаемый формат файла.
- Популярно для 3D-печати.
Минусы:
- Описывает только геометрию поверхности – это неточно B-реп.
- Очень простая модель данных – без поддержки цвета, группировки поверхностей или даже определенных пользователем атрибутов.
6. IGES (Расширение файла: * .IGS, * .IGES)
- Год выпуска: 1980, Последнее обновление: 1996
- Стандарт: ANSI
- Представление: B-rep (точное)
- Организация: Американский национальный институт стандартов
IGES-файлов были первым нейтральным файлом САПР, изобретенным и развернутым в конце 1970-х – начале 1980-х годов.
Хотя более старый стандарт технологически заменен STEP и QIF, он все еще используется сегодня, поскольку существует уже давно и очень широко поддерживается.
В основном используется для геометрии поверхностей (хотя может поддерживать твердотельные модели) и конструкторских работ. Часто может переводиться с зазорами между поверхностями, отсутствующими гранями и даже поверхностями с неправильной ориентацией. Поэтому рекомендуется использовать STEP или QIF или иметь инструмент для исправления плохой геометрии и сшивания поверхностей.
ПРОФИ:
- Это файл САПР вашего дедушки.
- Поддерживается повсеместно.
Минусы:
- IGES может поддерживать твердые тела, однако в основном он используется для геометрии поверхностей.
7. ACIS (расширение файла: * .SAT)
- Год выпуска: 1989, Последнее обновление: 2019
- Стандарт: Нет.
- Представление: B-rep (точное) и Vis-rep (приблизительное)
- Организация: Dassault Systemes
Файлы ACIS – это файлы трехмерного твердого тела и поверхности САПР от Spatial, подразделения Dassault Systemes.Это ядро геометрического моделирования, скомпилированное на C ++ и используемое в CAD, CAM, CAE и CMM.
ПРОФИ:
- Внутренний язык моделирования, используемый многими программами моделирования, такими как AutoCAD, BrisCAD и Cimatron.
Минусы:
- Не стандартный формат данных.
- Обычно для экспорта в ACIS требуются специальные переводчики.
- Стандартным образом не поддерживает семантический PMI.
8.PARASOLID (Расширение файла: * .X_T)
- Год выпуска: 1989, Последнее обновление: 2019
- Стандарт: Нет.
- Представление: B-rep (точное)
- Организация: Siemens
Файлы Parasolid используются ядром геометрического моделирования, в настоящее время принадлежащим Siemens, и используются в САПР, обмене САПР, CAM, CAE и визуализации продуктов.
Лицензировано и используется в более чем 350+ приложениях, таких как NX, SolidWorks, SolidEdge, MasterCAM, Onshape и других.
Может представлять каркасные, поверхностные, твердотельные и общие немножечные модели. Большинство файлов Parasolid переносят данные трехмерных тел и / или поверхностей.
ПРОФИ:
- Во внутреннем языке моделирования использовались многие САПР и последующее программное обеспечение.
- Отличный вариант экспорта в САПР, если вы используете NX или SolidWorks.
Минусы:
- Не стандартный формат данных.
- Использует некоторые запатентованные рецепты смешивания, что делает некоторые данные недоступными для разработчиков моделей, не использующих Parasolid.
Есть вопросы о нейтральных форматах САПР? Спрашивайте, мы будем рады помочь.
Capvidia – лидер в области перевода и проверки САПР, особенно в области цифровой трансформации и пути MBD. Есть вопросы? Поговорите с ожидаемыми сегодня.
Пиление металла – Приложение: Вики по вопросам устойчивости
Пиление, вероятно, самая важная и наиболее частая операция в металлоконструкциях. Это должен быть первый процесс, который должен освоить слесарь, и это довольно сложный процесс для освоения.В то время как тема файлов кратко обсуждалась в первом разделе в связи с обработкой дерева, было бы хорошо, если бы мы немного расширили эту тему, поскольку она применяется к металлоконструкциям. Напильник состоит из лезвия с хвостовиком для крепления к деревянной ручке. Ручки можно купить за несколько центов или сделать в домашней мастерской. В любом случае, каждый файл должен быть снабжен ручкой, потому что очень легко поранить руку об острый хвостовик файла. Зубья подходящего типа нарезаются на лезвии, которое затем закаляется и отпускается.
Рис. 1 – Напильник является одним из основных инструментов для слесарных работ. Острый заостренный выступ должен быть снабжен ручкой, чтобы рабочие не могли серьезно поранить руки.
Большое разнообразие операций, при которых требуется регистрация, требует наличия большого количества доступных файлов. Существует файл почти для каждой работы, и некоторые типы справятся с этой задачей лучше и быстрее, чем другие. Поскольку напильники относительно недороги, любой, кто планирует серьезную работу с металлами, может получить их довольно полный набор.
Файлы классифицируются и называются в соответствии с тремя факторами: длиной, формой сечения и типом или срезом зубов. Длина будет значительно варьироваться – от 4 дюймов до примерно 20 дюймов. Длина файла не включает хвостовик (см. Рис. 1). Хвостовик напильника закален, чтобы быть мягким и жестким; если бы он был таким же твердым и хрупким, как лезвие, его можно было бы легко сломать в том месте, где рукоять встречается с лезвием.
Для обычных работ подойдет напильник от 10 до 16 дюймов.Для небольших работ используйте файлы длиной от 4 до 6 дюймов.
Разрез зуба. Число зубьев на дюйм незначительно варьируется в зависимости от марки файла, но следующий список представляет собой удовлетворительное среднее значение:
Шероховатость, 20 зубьев на дюйм.
Средний, 25 зубьев на дюйм.
Ублюдок, 30 зубов на дюйм.
Second Cut, 40 зубьев на дюйм.
Гладкая, от 50 до 60 зубьев на дюйм.
Мертв. Гладкая, 100 или более зубцов на дюйм.
Рис. 2 – Зубья напильника могут быть одинарными или двойными.Напильники с одинарной резкой используются в основном для обработки твердых металлов и часто называются «поплавками».
Зубья могут быть одинарными или двойными, как показано на рис. 2. На одинарных файлах зубья прорезаются параллельно друг другу поперек напильника и под углом от 65 до 85 градусов к центральной линии. Напильники одинарные используются в основном на очень тяжелых. металл. В напильнике с двойным нарезанием имеется два набора зубьев: первый или перерезанный зубцы срезаются под углом от 40 до 45 градусов к центральной линии, а второй надрез или надрез под углом от 70 до 80 градусов к центральной линии.Форма зубов была тщательно рассчитана. При осмотре можно увидеть, что передняя часть зуба наклонена назад, что создает отрицательный угол наклона. Ширина у основания каждого зуба важна, так как зубы, которые слишком узкие для своей высоты, легко скалываются и ломаются. Угол пропила к оси файла рассчитан таким образом, чтобы получился надрез, в результате чего металл скручивался намного легче, чем если бы каждый зуб касался металла по всей своей длине одновременно.
Рис. 3 – Стандартные файлы. вместе со своими разделами. Набор этих файлов подходит для большинства обычных металлоконструкций, хотя могут быть специальные файлы, предназначенные для определенных целей.
Файлы разработаны специально для использования с одним конкретным типом материала. Для кованого железа лучше всего резать под углом 80 градусов и 60 градусов, а для опиловки латуни – под углом почти 90 градусов.
На рис. 3 показаны наиболее распространенные формы файлов вместе с их именами.
Стандартные типы . Плоские напильники всегда имеют двойную резку по граням и одинарную резку по краям, и. они сужаются как по ширине, так и по толщине к концу. Пилочка параллельна по ширине и слегка сужается по толщине в точке примерно на одну треть своей длины от основания. Один край остается необрезанным, что помогает при опиливании углов или там, где нужно подпиливать только одну поверхность, не касаясь другой.
Напильники узкие прямоугольного сечения; они могут быть параллельными или сужающимися и обычно имеют двойную резку с одним или двумя необрезанными краями (или безопасны).Квадратный напильник разрезается дважды на каждой грани и обычно сужается на последнюю треть своей длины. Круглые напильники обычно бывают одинарными и имеют коническую форму, в этом случае их называют «крысино-хвостовыми». Когда они параллельны, они описываются как параллельные круглые. Напильники полукруглой формы, как правило, имеют двойную резку по плоской поверхности и одинарную резку по изогнутой поверхности. Сечение на самом деле не является полукруглым, и файлы сужаются на последней трети своей длины как по ширине, так и по толщине, как показано на рис.3.
Треугольные напильники бывают одинарными или двойными, а. сужаются к кончику примерно на две трети их длины от кончика. Этот тип файла используется для заточки ручной пилы. Напильники используются для зачистки остроугольных углов. Обе грани имеют двойную резку, а край – одинарную.
Для очень тонкой и деликатной работы используется напильник. Они имеют размер от 4 до 8 дюймов. Они очень хрупкие и легко ломаются (см. Рис. 4).
Рис.4 – Показанные выше надфили используются для деликатной работы и требуются всем, кто занимается художественными работами по металлу. Их изготавливают в размерах от 4 до 8 дюймов.
Уход за файлами . Как и с любым другим инструментом, с файлом следует обращаться осторожно, так как срок его полезности может быть значительно продлен при правильном использовании. Деревянная ручка должна хорошо подходить; в противном случае возникает тенденция к изгибу. поверхность, потому что ручка и файл не удерживаются на одном уровне друг с другом.
Если файлы брошены в коробку с другими напильниками или металлическими инструментами, вероятно, будут повреждены зубы, и тогда напильник станет бесполезным.Рекомендуется вешать файлы в стойку, например, на стамеску и фрезы по дереву. Это не только предотвратит повреждение файла, но также позволит легко положить руку на нужный файл, не тратя время на поиски в ящике для инструментов. Еще один хороший способ хранить файлы – в большом ящике с деревянными перегородками между каждым файлом. На напильнике не должно быть ржавчины, так как она притупит острые края зубьев, и напильник не сможет резать должным образом. Файлы довольно хрупкие, и их никогда не следует использовать для отделения объектов друг от друга или для каких-либо других операций, кроме хранения файлов.
Срок службы напильника можно значительно продлить, если использовать его для обработки мягких металлов, таких как медь и алюминий, когда он новый, и использования его для более твердых металлов по мере затупления зубьев. Если новый напильник будет использоваться для обработки твердых металлов, зубы скоро станут настолько тусклыми, что в магазине не будет никакой пользы.
Рис. 5 – После использования напильника, особенно для цветных металлов, зубья забиваются, и напильник не режет должным образом. Карточка с файлом, как показано выше, должна использоваться для поддержания чистоты зуба.
При использовании зубья напильника наполняются мелкими кусочками металла, особенно при работе с мягкими цветными металлами. Для удаления этих металлических кусочков необходимо использовать проволочную щетку или файловую карту. Если этого не сделать, напильник поцарапает поверхность обрабатываемого металла и в то же время будет работать менее эффективно.
Проведите карточкой по файлу щеткой, чтобы щетина проходила по линиям зубов и выталкивала застрявшие кусочки металла в сторону. Никогда не протягивайте файловую карту по длине файла, это притупляет зубы и неэффективно очищает файл.
Если у вас нет картотеки, вы можете использовать кусок латуни или подобного мягкого металла. Потрите кусок латуни вперед и назад вдоль ряда зубцов, пока соответствующий набор зубцов не врежется в кусок латуни. Затем вы можете протереть эту латунную гребенку о напильник, и латунные зубцы вытащат застрявшие куски металла.
Рис. 6 – Большая часть трудностей с опилом возникает из-за неправильной стойки и положения рук на файле. Держите ступни широко расставленными: правой рукой держите рукоятку файла, а левой направляйте наконечник, как показано выше.
Использование файла . Важны способ удержания напильника и правильная рабочая высота. Высота тисков, в которых удерживается металл, должна быть такой, чтобы в согнутой руке локоть находился на одном уровне с верхом тисков. Возможно, потребуется построить небольшую деревянную платформу, на которой можно будет стоять, чтобы можно было получить правильное рабочее положение. Стопы должны быть широко расставлены, левая ступня должна быть примерно на 24 дюйма впереди правой. Напильник можно держать за ручку в правой руке, а верх файла за левую или наоборот.Будет необходимо обсудить только первый случай, так как положение рук будет просто обратным для рабочего-левши. Положение левой руки на кончике файла должно варьироваться в зависимости от типа работы или используемого файла, но захват правой рукой ручки всегда такой же, как показано на рис. 6, 7 и 8. Рукоятка напильника лежит на ладони, большой палец находится вдоль верхней части ручки, а указательный палец указывает сбоку. Этот захват позволяет удерживать напильник идеально ровно, в то время как вес прикладывается сначала к левой руке в начале удара, затем к обеим рукам одинаково в середине удара и, наконец, к правой руке в конце удара. .
Рис. 7 – Правильный контроль над напильником является наиболее важным при выполнении очень точной или деликатной работы. Кончик файла следует придерживать большим и указательным пальцами.
Кончик файла следует брать левой рукой, как показано на рис. 6, где кончик файла находится под ладонью руки, а все пальцы – под ней. Это мощный хват, дающий максимум возможностей. применяемый вес. Следовательно, он используется со средним или длинным напильником при работе, которая требует удаления большого количества материала.
На рис. 7 показано лучшее положение для более точной работы при использовании файлов меньшего размера и. при опиловке криволинейных поверхностей. Видно, что кончик файла удерживается большим и указательным пальцами.
В третьем методе (рис. 8) большой палец и пальцы вытянуты как можно дальше и равномерно прилегают к файлу. Это гарантирует, что вес будет более равномерно распределен по всей длине файла, так что у него будет большая тенденция оставаться в горизонтальном положении.
Рис. 8 – Запиливая неровности в работе, держите напильник, как показано, так, чтобы вес распределялся по всей длине напильника. Таким образом можно легко обнаружить любые высокие точки в работе.
Не позволяйте напильнику раскачиваться или раскачиваться, так как это приведет к скруглению поверхности. Этого можно избежать, если позаботиться о том, чтобы тело оставалось неподвижным, а руки вращались вокруг плеч.
При работе с узким куском металла часто легче сохранить ровную поверхность, если держать напильник по диагонали к заготовке, подпиливая вперед и влево одним непрерывным движением, а затем, после нескольких движений, двигаясь вперед. и вправо.Это показано на рис. 9. Крепко держите файл.
Рис. 9 – Часто возникают трудности с подшивкой плоского края с узким краем. Это можно сделать, удерживая файл по диагонали к работе и перемещая файл из конца в конец, когда он перемещается по длине работы.
Приложите давление вниз только при прямом ходе, слегка оттягивая напильник назад, не отрывая его от поверхности работы. Это должно быть сделано, потому что зубья предназначены для резания только при прямом ходе, а любое давление, прикладываемое при обратном ходе, служит для более быстрого затупления зубьев, не служа какой-либо полезной цели.
После того, как заготовке придана надлежащая форма, ее завершают путем протяжки. Держите напильник, как показано на рис. 10, поместив пальцы на край от тела, а два больших пальца – на край по направлению к телу. Нарисуйте напильник и равномерно надавите на него по поверхности. Используется гладкий напильник, который делает в работе сравнительно мелкие надрезы или царапины, параллельные самым длинным краям. Это дает гораздо лучший внешний вид, чем царапины, бегающие по поверхности.
Острая кромка проволоки будет получена при протяжке на каждой кромке обрабатываемой поверхности; его легко удалить, если держать файл под углом и слегка проводить им по каждому краю. При этом конец файла (безопасным или гладким краем вниз) должен опираться на губки тисков. Окончательная отделка может быть достигнута полировкой мелкой наждачной бумагой и маслом. Обработанная таким образом поверхность будет лучше противостоять ржавчине, если, конечно, металл не будет окрашиваться.
Рис.10 – При опиливании используйте гладкий напильник и держите его, как показано выше, чтобы его можно было протягивать и толкать вдоль работы с равномерным давлением.
При работе с металлами с высокой степенью полировки необходимо проявлять особую осторожность, чтобы губки тисков не повредили металлическую поверхность. Зажимы тисков обычно обрезаны так же, как и у напильника, чтобы обеспечить надежный захват работы. Нетрудно заметить, что эти челюсти будут. испортить любую полированную поверхность. Чтобы избежать этого, губки тисков могут быть оснащены зажимами из мягкого металла, такого как медь или латунь, или, если металл имеет очень высокий уровень полировки, из дерева или кожи (см. Рис.11).
Рис. 11 – Бранши большинства тисков обрезаны так же, как и у напильника, и тонкая работа будет повреждена, если не будет защищена от губок зажимами. Эти зажимы могут быть из мягкого металла или даже кожи.
Иногда возможно продлить жизнь небрежно обработанного файла, прокипятив его в крепком растворе соды и воды в течение нескольких минут; это удаляет жир и ржавчину, и после очистки напильником или проволочной щеткой файл следует окунуть в керосин.
Чтобы быть уверенным в правильности подшивки, необходимо часто тестировать работу. Обычная стальная линейка или лезвие пробного квадрата, удерживаемое на изделии против света, даст довольно точный тест на прямолинейность; любые пустоты четко видны светом под линейкой.
Рис. 12 – Пробный квадрат (слева) можно использовать для проверки прямых углов. Для других углов используется скошенный квадрат (справа).
Испытаны прямые углы. с пробным квадратом, а углы, отличные от 90 градусов, могут быть проверены с помощью скошенного угольника, установленного на требуемый угол (рис.12).
Наружные штангенциркули (рис. 13) можно использовать для проверки кромок узкого куска металла, чтобы определить, параллельны ли они. Любую разницу в ширине легко заметить по неравномерному захвату штангенциркуля.
Рис. 13 – Кусок металла можно проверить на параллельность с помощью внешних суппортов, как показано выше. Любая разница в ширине будет обнаружена по неровному захвату точек суппорта.
powershell – закрыть дескриптор файла, открытый .NET
Я работаю над сценарием для переименования файлов на основе данных EXIF.
параметр ([строка] $ путь)
# http://blogs.technet.com/b/jamesone/archive/2007/07/13/exploring-photographic-exif-data-using-powershell-of-course.aspx
[Reflection.assembly] :: loadfile ("C: \ Windows \ Microsoft.NET \ Framework \ v2.0.50727 \ System.Drawing.dll") | out-null
function MakeString {
$ s = ""
for ($ i = 0; $ i -le $ args [0] .value.length; $ i ++) {
$ s = $ s + [char] $ args [0]. значение [$ i]
}
вернуть $ s
}
$ files = Get-ChildItem -Path $ путь
foreach ($ file в $ files) {
если ($ file.(\ d +) - (\ d +) - (\ d +) ") {продолжить}
$ exif = New-Object -TypeName system.drawing.bitmap -ArgumentList $ file.FullName
$ captureDate = MakeString $ exif.GetPropertyItem (36867)
$ captureDate = ($ captureDate -replace ":", '-'). Подстрока (0,19)
$ newFilename = $ captureDate + "" + $ file.Name.Trim ()
$ file.Name + "->" + $ newFilename
$ file | Rename-Item -NewName $ newFilename
}
Считывание даты из EXIF не проблема, но когда я пытаюсь переименовать файл, я получаю это сообщение об ошибке:
Rename-Item: процесс не может получить доступ к файлу, потому что он используется другим процессом.В D: \ Norwegen \ RenamePhotos.ps1: 25 символов: 12
+ $ file | Rename-Item -NewName $ newFilename
+ ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
+ CategoryInfo: WriteError: (D: \ Norwegen \ P1270465 (1920x1433) .jpg: String) [Rename-Item], IOException
+ FullyQualifiedErrorId: RenameItemIOError, Microsoft.PowerShell.Commands.RenameItemCommand
Когда я слежу за каталогом в ProcMon, я вижу, что файлы закрываются довольно поздно:
(посмотрите на выделенную строку, это из более раннего файла в середине записей из файла, который в настоящее время обрабатывается)
Итак, как мне закрыть файл (который, вероятно, все еще открыт после чтения EXIF), чтобы я мог его переименовать?
То, что я уже пробовал закрыть открытый файл:
Удалить переменную exif
$ файл.Закрывать()
Обработка файлов | АфраЛИСП
Кенни Рэймидж
AutoLisp может работать только с одним типом внешнего файла, а именно с ASCII
текстовый файл.
Кроме того, AutoLisp может читать файл только в последовательном порядке. (Это
не имеет произвольного доступа.)
Несмотря на эти недостатки, AutoLisp имеет определенные базовые инструменты, которые позволяют
для чтения и записи по одному символу или по всей строке за раз.
Вы также можете добавлять данные в существующий файл.
Работать с внешними файлами очень просто.
Сначала вы «открываете» файл.
Затем вы обрабатываете файл с помощью “чтения”, “записи” или
«Прибавляя» к нему.
Затем вы “закрываете” файл.
Когда вы «открываете» файл, Autolisp возвращает дескриптор файла. Этот
дескриптор файла – это имя, предоставляемое операционной системой, которое позволяет вам
сообщите AutoLisp, с каким файлом вы хотите работать.
Давайте рассмотрим несколько примеров.
(файл setq (открыть "Testfile.txt" "w"))
AutoLisp должен вернуть примерно следующее:
Файл: # 28a27d2
Это дескриптор файла, возвращаемый операционной системой и хранящийся в
переменная “файл”.
Попробуйте сейчас:
(строка записи "Это некоторые тестовые данные." файл)
Это “записывает” строку данных в файл с дескриптором “файл”.
(напишите строку «Это еще несколько тестовых данных.» Файл)
Запишем несколько символов в этот же файл:
(файл с символом записи 79)
Это приведет к записи в файл символа ASCII «O».
(файл write-char 75)
Это написал бы букву “К”
Теперь закроем файл:
(закрыть файл)
Прочитать файл так же просто:
(файл setq (открыть "testfile.txt "" r "))
Откройте «Testfile.txt», чтобы «прочитать».
(файл для чтения)
Прочтите первую строку.
Лисп должен вернуть:
"Это некоторые тестовые данные"
Прочтите следующую строку:
(файл для чтения)
Lisp должен вернуть:
"Это еще несколько тестовых данных."
Прочитаем иероглиф:
(файл с символьным чтением)
Lisp вернет:
79
Он вернул номер ASCII.
(chr (файл с символом чтения))
Прочтите символ И преобразуйте его.
Лисп должен вернуть:
"К"
(файл для чтения)
Lisp должен вернуть “nil”, поскольку мы достигли конца файл.
Прежде чем двигаться дальше, вы всегда должны убедиться, что вы закрыли ваши файлы.
(закрыть файл)
Приложение очень похоже на запись в файл, за исключением того, что файл уже должен быть
существует, если вы хотите добавить к нему.
Есть еще три функции, которые записывают во внешний файл.
Это (princ), (prin1) и (print).
Посмотрим на них:
(файл setq (открыть "afile.txt" "w")) (princ "Это файл (princ) функции") (prin1 "Это файл функции (prin1)") (напечатайте "Это функция (печати)") (закрыть файл)
Откройте файл «afile.txt». У вас должно получиться:
Это функция (princ) "Это функция (prin1)" «Это функция (печать)»
Все 3 функции отображают результат в строке приглашения и отправляют
вывод в файл.Вот отличия:
(princ) отображает строки без кавычек.
(prin1) отображает строки в кавычках.
(печать) отображает строки в кавычках и помещает пустую строку
перед выражением и пробел после него.
Теперь рассмотрим практический пример:
Ниже приведена процедура журнала чертежей, которая регистрирует дату, время и
Имя чертежа для каждого сеанса рисования.Пишет отчет
в текстовый файл ASCII (Log.Txt).
(по умолчанию C: LOGIN (/ a c d file fp)
(файл setq (файл поиска "LOG.TXT"))
(если (не файл)
(открыть "LOG.TXT" "w")
)
(setq a (СЕГОДНЯ)
ВРЕМЯ1 (ВРЕМЯ)
c (getvar "DWGNAME")
d (strcat "Drg Start" a "-" TIME1 "-" c)
)
(если (/ = c "Drawing.dwg")
(прогноз
(файл setq (файл поиска "LOG.TXT")
fp (открыть файл "a")
)
(принц d fp)
(princ "\ n" fp)
(закрыть fp)
(princ (strcat "\ nВход в систему:" TIME1))
)
)
(принц)
)
(определение C: ВЫХОД (/ a c d file fp)
(setq a (СЕГОДНЯ)
ВРЕМЯ2 (ВРЕМЯ)
c (getvar "DWGNAME")
d (strcat "Drg Exit" a "-" TIME2 "-" c)
)
(если (/ = c "Drawing.dwg ")
(прогноз
(файл setq (файл поиска "LOG.TXT")
fp (открыть файл "a")
)
(принц d fp)
(princ "\ n" fp)
(закрыть fp)
(princ (strcat "\ nВыйти из системы:" TIME2))
(etime)
)
)
(принц)
)
(defun ETIME (/ hr1 m1 s1 tot1 hr2 m2 s2 tot2 total ht mt file fp)
(setq hr1 (* 60 (* 60 (atof (substr time1 1 2))))
m1 (* 60 (atof (время подстановки1 4 2)))
s1 (atof (время подстановки1 7 2))
tot1 (+ hr1 m1 s1)
hr2 (* 3600 (atof (время подстановки2 1 2)))
m2 (* 60 (atof (substr time2 4 2)))
s2 (atof (время подстановки2 7 2))
тот2 (+ ч2 м2 с2)
всего (- tot2 tot1)
hr1 (/ всего 3600)
ht (исправить hr1)
hr1 (- hr1 ht)
мт (* час1 60)
ht (rtos ht)
mt (rtos mt)
)
(setq d (strcat "Время редактирования этого сеанса:
"ht" Часы и "mt" минуты "))
(файл setq (findfile "LOG.ТЕКСТ")
fp (открыть файл "a")
)
(принц d fp)
(princ "\ n" fp)
(princ "==========================
==================================== "fp")
(princ "\ n" fp)
(закрыть fp)
(принц)
)
(defun СЕГОДНЯ (/ д год мес день)
(setq d (rtos (getvar "CDATE") 2 6)
год (substr d 3 2)
мес (substr d 5 2)
день (substr d 7 2)
)
(strcat day "/" mo "/" yr) "
)
(определение ВРЕМЯ (/ д ч. м с)
(setq d (rtos (getvar "CDATE") 2 6)
час (подстановка d 10 2)
м (subr d 12 2)
s (substr d 14 2)
)
(strcat hr ":" m ":" s)
)
(принц)
Загрузите файл и введите “Login”, чтобы запустить его.Оставьте это на
минуту или около того, а затем введите «Выйти», чтобы выйти из процедуры.
Взгляните на файл Log.txt. Должно получиться примерно так:
Drg Start 07/12/98 - 15:36:31 - F4443.dwg Drg Exit 07/12/98 - 15:36:34 - F4443.dwg Время редактирования этого сеанса: 0 часов 0,05 минуты ================================================== ============
Каждый раз, когда вы входите и выходите из системы Время начала, Время окончания и Общее К этому файлу будет добавлено время редактирования.
При желании вы можете загрузить Login.Lsp из файла AcadDoc.Lsp и отредактировать Acad.